Общие свойства труб из полипропилена
Стоит сказать, что полипропилен — синтетический материал, обладающий яркими положительными свойствами
Это маленький вес, высокая эластичность, термостойкость и нулевая восприимчивость коррозии, что очень важно для водопровода. Данный материал, это разновидность пластмассы, но с низкой плотностью, благодаря этому он такой легкий. Паять полипропиленовые трубы легко, имея минимум инструмента, о котором мы поговорим дальше, а также фитинги (специальные мелкие детали разной формы, сделанные из полипропилена), которые выступают в роли соединителей
Паять полипропиленовые трубы легко, имея минимум инструмента, о котором мы поговорим дальше, а также фитинги (специальные мелкие детали разной формы, сделанные из полипропилена), которые выступают в роли соединителей.
Если говорить об основных преимуществах полипропиленовых материалов подробнее, то ярко выделяются следующие пункты:
- Долговечность — срок эксплуатации такой полости, если через нее подается холодная вода, составляет 50-60 лет, в случае с горячей водой – 30-40 лет. Эти показатели гораздо выше, чем у всевозможных аналогов.
- Эластичность — полости из полипропилена обладают выраженными эластичными свойствами. Это значит, что такой материал хорошо реагирует на сжатие и расширение ввиду изменения температуры воды внутри водопровода, а при монтаже, снижается риск испортить трубу, т.к. она хорошо гнется.
- Легкость — этот материал мало весит, особенно это заметно в сравнении с металлопластиковыми трубами и тем более — стальными.
- Простота монтажа — как уже упоминалось выше, спайка труб из полипропилена, это настолько легко, что с этим справится даже человек, не имевший ранее никакого опыта работы с сантехникой и подобными материалами.
Термостойкость
Помимо общих характеристик водонапорных материалов из полипропилена стоит знать еще один фактор — термостойкость. Дело в том, что полипропилен, это разновидностью пластика и существует температурный предел внутри системы, при котором участок повреждается или плавится.
Аппарат для сварки полипропиленовых труб Elitech СПТ 800 самый доступный на рынке
Максимальная рабочая температура ПП труб — 140 градусов Цельсия. Это значит, что если вода слишком горячая, существует риск нарушения целостности материала и даже спайка полипропиленовых труб (место соединения) может не выдержать.
Но при создании обсуждаемых труб, им присваивается своя маркировка, которая свидетельствует о конкретных свойствах, таких как: термостойкость, толщина стенок, допустимое давление в системе и области применения. Таким образом, выделяется два распространенных маркера:
- PN 20 — популярнейший тип труб, выдерживает давление 20 атмосфер и температуру в 95 градусов Цельсия. Эти показатели позволяют применение в прокладке водопровода с использование горячей и холодной воды, но не в отопительных системах.
- PN 25 — этот тип ПП труб отлично подходит для прокладки отопления, так как с легкостью справляется с температурой 95 градусов и давление в 25 атмосфер. Такие показатели термостойкости и прочности достигаются благодаря частичному армированию, за счет этого материал не деформируется из-за перепадов температур.
Тепловое удлинение
Еще одно свойство полипропиленовых труб — способность удлиняться при повышении температуры внутри водопровода. Выглядит это как провисание длинных участков водопровода, или волнообразная деформация. По этим причина нужно правильно паять полипропиленовые трубы и крайне не рекомендуется делать длинные прямые участи в водопроводе, а использовать компенсаторы (вставка трубы в виде буквы «П»). Тогда при тепловом удлинении «ножки» компенсатора сблизятся, а труба не деформируется.
Пайка труб из полипропилена в горячих системах тоже подразумевает использования армированных материалов, это снизит риск теплового удлинения и деформации.
Трубы и фитинги из полипропилена для водоснабжения и отопления
Армирование
И последнее в свойствах полипропиленовых полостей, о чем стоит упомянуть — армированные материалы, ведь о них уже говорилось в тексте
Армировать трубы важно, ведь это подразумевает включение в их состав алюминиевой фольги или капроновых волокон, что увеличивает прочность, жесткость, термостойкость и сроки эксплуатации водопроводов, сделанных из данного материала
Паять армированные полипропиленовые трубы просто как и обыкновенные, монтаж проводится с использованием того же инструмента, только температура плавления при скреплении участков водопровода фитингами отличается.
Термостойкость труб из полипропилена
Для лучшего понимания правил работы с каким-либо видом материалов, необходимо знать общие характеристики и свойства самого материала
Первая характеристика труб из пластика, на которую стоит обратить внимание – термостойкость. Изделия из пластика утрачивают свои твердые свойства при температуре 140С, данная цифра зависит от типа трубы
Производители указывают на своей продукции максимальный температурный режим, для которого она предназначена. В среднем этот показатель равен 95С для не армированных труб.

Для отопительных систем и прокладки водоснабжения горячей водой следует обратить особое внимание на тип приобретаемых труб. Высокую термостойкость демонстрируют армированные трубы, сочетающие в себе качества пластиковых и металлических конструкций
Еще один показатель, на который обращают внимание при подборе материала – максимально допустимое в трубе давление. Все эти цифры указываются производителем непосредственно на самой трубе.
Монтаж полипропиленовых труб
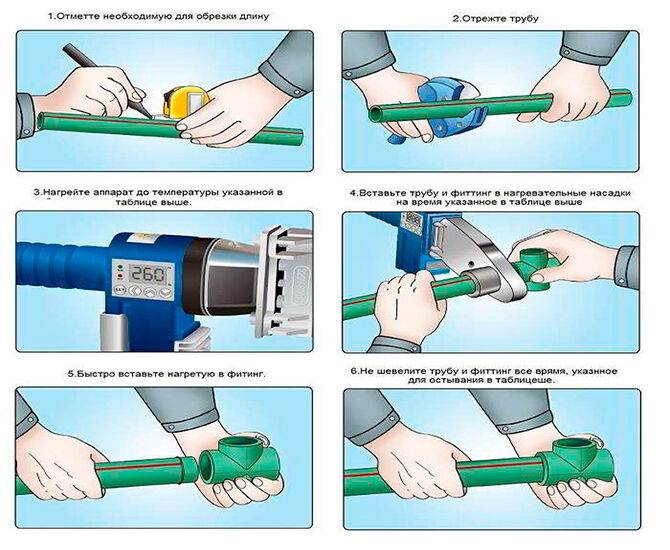
Перед монтажом трубопровода, разметьте места его крепления, установите фиксаторы – эта операция выполняется до пайки полипропиленовых труб.
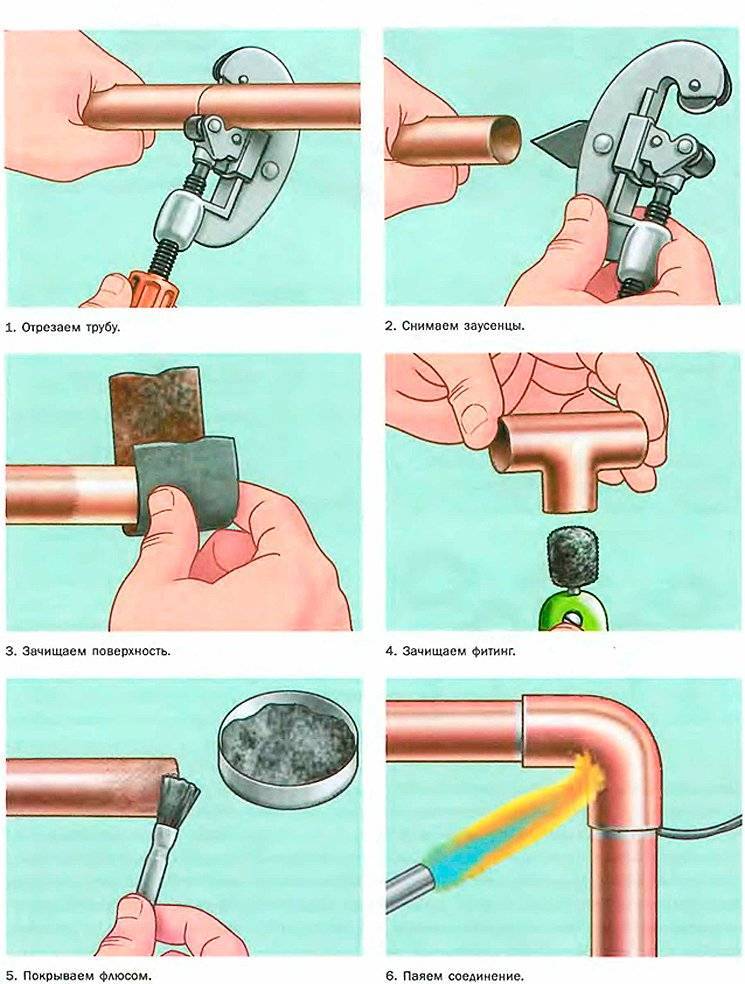
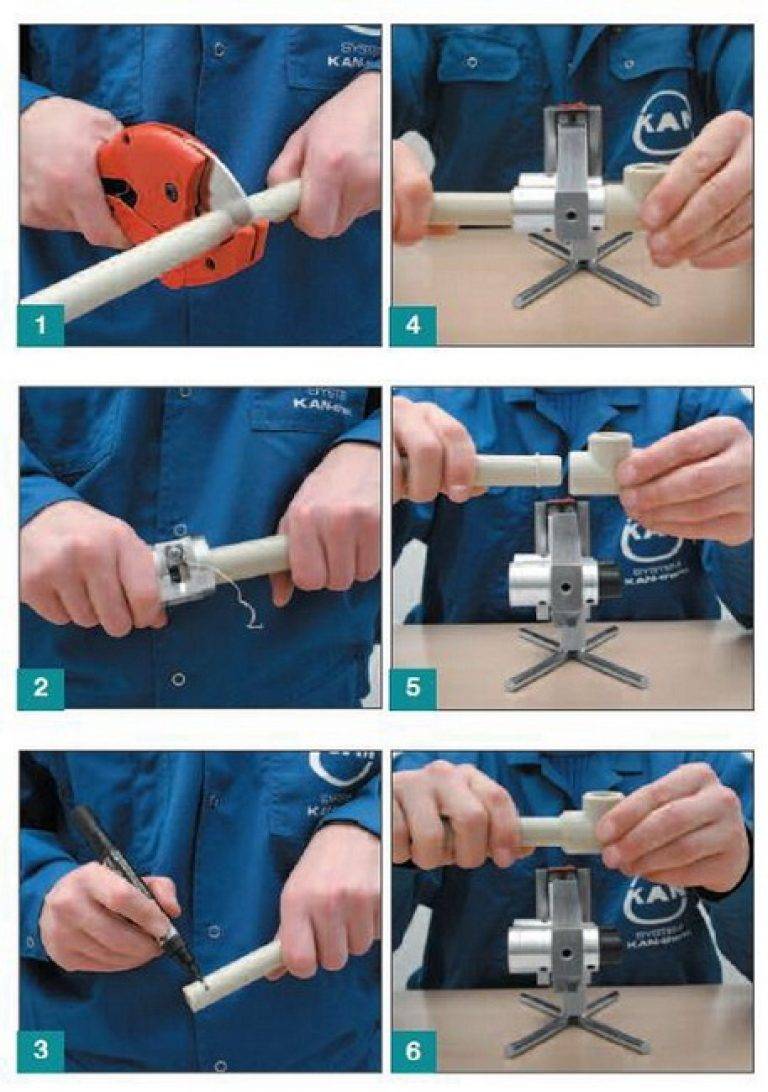
Подготовьте спаиваемые детали:
- Труба отрезается всегда с запасом на зоны пайки (см. таблицу) для конкретного участка. Детали никогда не нарезаются все сразу. В ходе работы всегда накапливается погрешность измерений. При соблюдении размеров вы сильно не отклонитесь от запланированных габаритов, но накопить 1…2 лишних сантиметра (как в минус, так и в плюс) можете. Желательно делать запас и на случай местных отклонений: при пайке конфигурация системы может изменяться, из-за чего меняются размеры спаиваемой конструкции.
- Подготовленные детали зачищают.
- На детали наносят метки: отмечают глубину спайки на трубе (насколько труба войдет в фитинг) и ось соединения – горизонтальные метки на обоих элементах, которые должны совпасть при установке. Всегда размечайте детали – это значительно упрощает работу, особенно при монтаже сложных конструкций с множеством поворотов.
Как паять полипропиленовые трубы:
- Оденьте рукавицы.
- На разогретый паяльник одновременно устанавливаются оба элемента соединения и разогреваются определенное время.
- После разогрева детали снимают с накладок и соединяют по меткам, вставляя одна в другую. После снятия нагретых частей с паяльника на соединение и фиксацию у вас есть 1-2 секунды. Работайте уверенно и аккуратно, чтобы не обжечься (см. п.1).
- Далее необходимо выдержать соединение до его застывания (время – см. таблицу).
- Дальнейшая пайка с только что сваренным участком возможна после остывания узла. Если не выдержать время охлаждения, то возможна деформация ранее спаянных деталей.
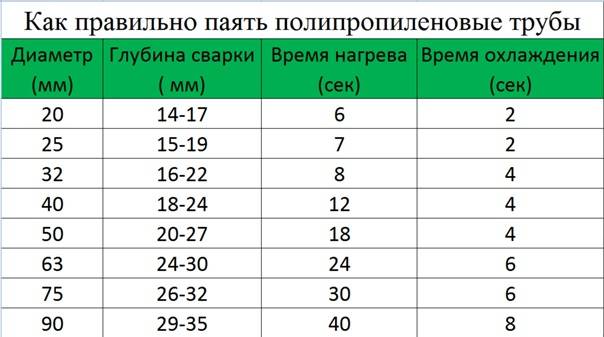
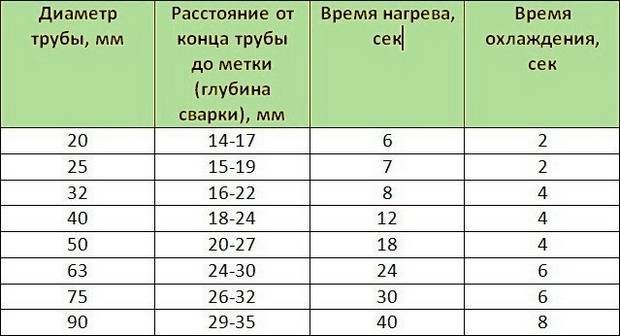
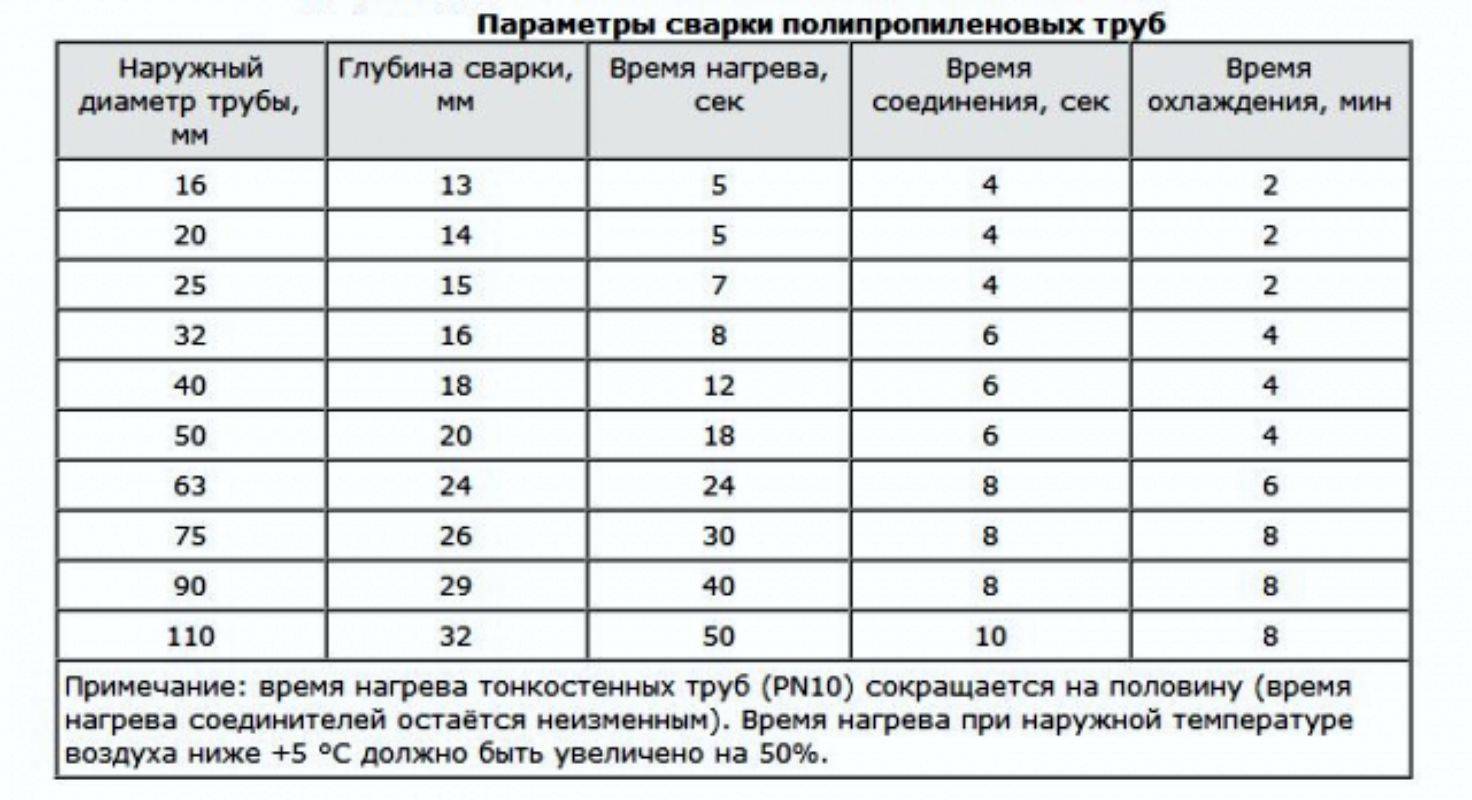
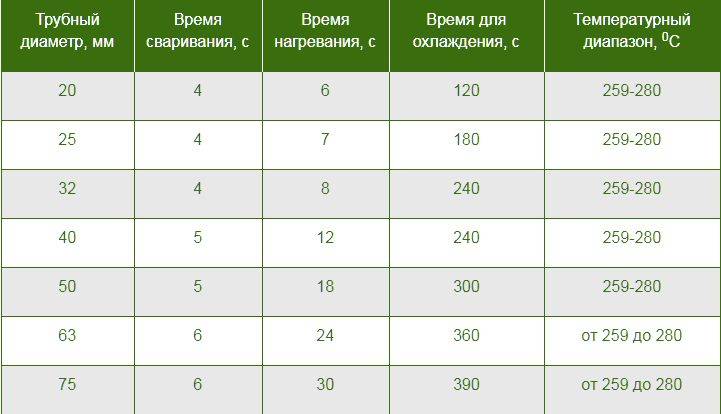
| Диаметр трубы наружный, мм | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Зона спайки: расстояние от края детали (паяльной накладки) до метки, мм. | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Время нагрева деталей, с | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Время выдержки соединения, с | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Время охлаждения (для пайки рядом расположенного соединения), мин. | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
Виды ППР-труб
Полипропилен относится к группе термопластов. При нагревании до температур, ниже предела текучести, полимер переходит в вязкоэластичное состояние. Оно обратимо, поэтому материал при охлаждении снова становится твердым. Это свойство используется при сварке ППР.

Промышленность выпускает трубы диаметром от 10 до 1600 мм с толщиной стенки 2-61 мм. Для бытовых нужд применяют преимущественно сечения от 16 до 110 мм.
Трубный ассортимент изготавливают из разновидностей полипропилена:
- монополимера РР;
- блок-сополимеров РР-Н, РР-В;
- рандом-сополимера РР-R.
Различия между ними заключаются в строении полимерных цепочек и структуре межмолекулярных связей.

Изделия из ППР обладают необходимой прочностью и химической стойкостью, но достаточно высоким термическим расширением. При нагреве на 50 °С труба длиной 10 м удлиняется на 60 мм.

Чтобы уменьшить деформации, проводится армирование полипропилена стекловолокном или алюминиевой фольгой. Наибольшее распространение такие материалы получили в системах низко- или высокотемпературного отопления, где среда испытывает значительные колебания температуры.

В маркировке продукции содержится информация об изготовителе, типе и диаметре трубы, толщине стенки, классе эксплуатации, номинальном рабочем давлении. Дополнительно может быть указан номер российского или международного стандарта.

Область применения труб определяется рабочим давлением:
- PN10, PN16 — для холодного водоснабжения;
- PN20 — для холодного и горячего водоснабжения;
- PN25 — для отопления.

О назначении может сказать цвет пластика:
- белый и серый — для внутреннего холодного или горячего водопровода, отопления;
- черный —для наружных систем;
- зеленый — для полива, холодных трубопроводов небольшой протяженности.
Особенности соединения зачистной трубы
Перед соединением зачистной трубы, с нее нужно убрать фольгированный слой специальной стружилкой (шейвером) на размер глубины спайки. При отсутствии шейвера, армирующий слой аккуратно срезается канцелярским ножом ровно, по всей площади погружения трубы в фитинг. Этот способ выглядит непрофессионально, но при аккуратном удалении не уменьшает наружный диаметр полипропилена.





![[инструкция] пайка полипропиленовых труб | видео](https://kotel-bikz.ru/wp-content/uploads/0/d/6/0d6d83e4bf3bd227ec44d1928f1c37fb.jpeg)
Что нужно для пайки
Для состыковки труб и переходных элементов понадобится следующие инструменты:
- набор для пайки труб (паяльник, насадка 20 мм, подставка);
- ножницы для пластиковых труб;
- простой карандаш;
- трубные рычажные ключи;
- рулетка.
Сварка пластиковых труб своими руками
При необходимости замены старых водопроводных либо отопительных труб владельцы чаще всего отдают предпочтение современным пластиковым трубам. Трубы из пластика имеют множество преимуществ, среди которых особого внимания заслуживает простота укладки – достаточно лишь соблюдать инструкцию и помнить несколько важных нюансов.
Сварка пластиковых труб своими руками
Разводка водопровода и отопления с использованием пластиковых труб может быть выполнена своими руками. Однако прежде чем приступать к проведению каких-либо мероприятий, вам нужно научиться самостоятельно сваривать пластиковые трубы – без этого навыка вы точно не справитесь.
Сварка пластиковых труб своими руками
Содержание пошаговой инструкции:
Подготовка к работе
Перед началом работы ознакомьтесь с несколькими важными рекомендациями и подготовьте необходимые приспособления.
Полезные советы
- При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь. Купите фитинги и прочие элементы разводки с небольшим запасом. Набравшись опыта, вы сможете выполнить чистовую работу максимально быстро и качественно.
При отсутствии опыта сварки пластиковых труб своими руками, для начала немного потренируйтесь
Процесс сваривания пластиковых труб
Необходимые инструменты
Подготовьте следующие приспособления:
специальный аппарат для соединения пластиковых труб,
Набор инструментов Фузиотерм для сварки полипропиленовых труб
Все необходимые инструменты продаются в строительных магазинах. Паяльник стоит достаточно дорого, поэтому если работа по сварке пластиковых труб носит единичный характер, выгоднее будет найти компанию, предоставляющую подобные инструменты в аренду.
Используйте только рекомендованное оборудование. Некоторые домашние мастера пробуют приспосабливать под сварку пластиковых труб обыкновенные бытовые паяльники, но ничего хорошего из этого обычно не выходит.
Руководство по сварке
Монтаж полипропиленовых труб
Сварка пластиковых труб – несложное мероприятие, с проведением которого можно справиться самостоятельно. Достаточно лишь пошагово пройти каждый этап руководства.
Первый этап – подготовка деталей к сварке
Начните с подготовки соединяемых элементов. Нарежьте трубы в соответствии с требованиями предварительно подготовленных схем разводки. Разложите все отрезанные элементы в порядке, в котором они будут соединены при помощи специального паяльника. Так вы избежите риска неправильного соединения элементов трубопроводной системы.
Помните: если неудачные резьбовые соединения без особых проблем раскручиваются и переделываются, то швы разобрать уже не получится. Изделия с дефектными соединениями придется попросту выбросить. Поэтому будьте внимательны и аккуратны.
Второй этап – настройка инструмента для сварки
Аппарат для сварки пластиковых труб
Конструкция паяльника предполагает наличие температурного регулятора. Выставьте на регуляторе предел, рекомендованный производителем в соответствии с приложенной инструкцией. Понять, что паяльник нагрелся до заданной температуры, вы сможете по погасшей лампочке регулятора температуры.
Третий этап – нагрев элементов
Перед началом сварки все составные элементы будущего трубопровода нужно разогреть. Информация о рекомендованных условиях и оптимальной продолжительност и предварительного нагрева приводится в инструкции к паяльнику. Обязательно ознакомьтесь с ней.
Для нагрева детали необходимо вставить в разъемы прибора для сварки. Информацию о том, как это правильно сделать, вы также найдете в руководстве производителя к своему паяльнику.
Как паять полипропиленовые трубы
Четвертый этап – соединение элементов
Правильно нагретые детали соединяются очень быстро и ровно. В процессе соединения нельзя допускать никаких перекосов и поворотов элементов. При соединении двух отрезков пластиковой трубы строго выдерживайте угол среза – лишь так созданный вами шов будет герметичным и надежным.
Пятый этап – зачистка соединений
Дайте шву остыть и аккуратно зачистите его. Для зачистки можно использовать напильник.
Таким образом, в самостоятельной сварке пластиковых труб нет ничего сверхсложного. Используйте качественные инструменты, во всем следуйте полученным рекомендациям и уже очень скоро вы сможете пользоваться самостоятельно проложенной водопроводной либо отопительной системой.
Инструкция по сварке вварных седел
После сверления устанавливается сварочный аппарат
Сварка пластиковых труб своими руками Узнайте, как выполняется сварка пластиковых труб своими руками. Подробное руководство по подготовке и проведению работы. Фото + видео.
Фитинги и муфты — виды и назначение
При прокладке водопровода для соединения участков водопроводной магистрали применяют специальные муфты и фитинги различных форм. Они бывают прямыми и угловыми.
Для разветвления применяют разветвляющие фитинги различных конфигураций, а также фитинги для перехода труб из полипропилена на другие соединители водопроводной системы, например, гибкие соединения, ведущие к точкам водоотдачи, кранам, смесителям.
Перед монтажом водопроводной или тепловой системы составляется чертёж, учитывающий все повороты, ответвления и соединения с источниками потребления. Это отлично помогает рассчитать необходимый вид и количество муфт и фитингов. После приобретения всех элементов приступают к монтажу конструкции.
Наиболее характерные ошибки при сварке
В процессе монтажа полипропиленовых труб, особенно при отсутствии опыта, допускаются ошибки, которых можно избежать, если следовать определённым правилам.
- Недостаточный нагрев паяльника, что вызывает понижение температуры и некачественную сварку, которая, со временем, даст протечку. Избежать этого просто. Перед первой пайкой паяльник должен прогреться при достижении номинальной температуры не менее 5 минут и не отключаться от сети до окончания всех сварочных работ
- Так же некачественная сварка будет иметь место, если не выдержать необходимое для плавления полипропилена время разогрева, в соответствии с таблицей
- Передержка так же вредна, как и недодержка. В этом случае полипропилен сильно размягчается, что вызывает деформацию сварного соединения, и отверстие может оказаться, полностью перекрыто
- Слишком длительное, по времени, состыковывание элементов. Они успевают остыть и сварного соединения не получится
- Использование дефектных комплектующих изделий. На фитингах могут быть трещины или геометрические нарушения формы. Это так же приводит к некачественному соединению
- Нельзя повторно использовать фитинг, если первая пайка не получилась, и изделия свободно разъединяются. Конец трубы так же нужно отрезать
- Не рекомендуется использовать комплектующие изделия от разных производителей, поскольку полипропилен может использоваться разных марок и иметь разную температуру плавления
- Сварка полипропиленовых труб и их монтаж, в принципе, несложный процесс и овладев нужными навыками можно вполне обойтись без услуг сантехников, что позволит сэкономить средства из домашнего бюджета, а так же приобрести новую специальность, которая может стать источником дополнительного заработка.
Сертификаты и госты (примеры)
Полипропиленовые коммуникации монтируются из труб, производство которых регламентируется ГОСТами. В нормативных документах зафиксированы качественные показатели и сферы использования деталей. Для обустройства водопроводов и систем отопления используются изделия, требования к которым записаны в ГОСТ Р 52134 (2003 год).
Технические нормы и качественные показатели элементов для канализационных систем отражены в ГОСТ 32414, который вступил в силу в 2013 году.
Вентиляционные системы в квартире или частном доме должны соответствовать требованиям ГОСТ 32548-2013.
Трубная продукция должна соответствовать технологическим, качественным, экологическим стандартам. Подтверждением этого – наличие сертификата соответствия, выдачей которых занимается Федеральное Агентство ТРМ.









Специфика пайки труб из полипропилена
ППР изготавливают из полимерного материала. Он термопластичен, легко поддается плавлению при температуре от 149°С, при остывании сохраняет свои свойства. Благодаря этому при нагревании полипропиленовые трубы легко стыкуются, образуя монолитные узлы единого комплекса систем коммуникаций. Они широко используются в строительстве канализаций, систем водоотведения, также подходят для отопления и водоснабжения.
Общее описание технологии
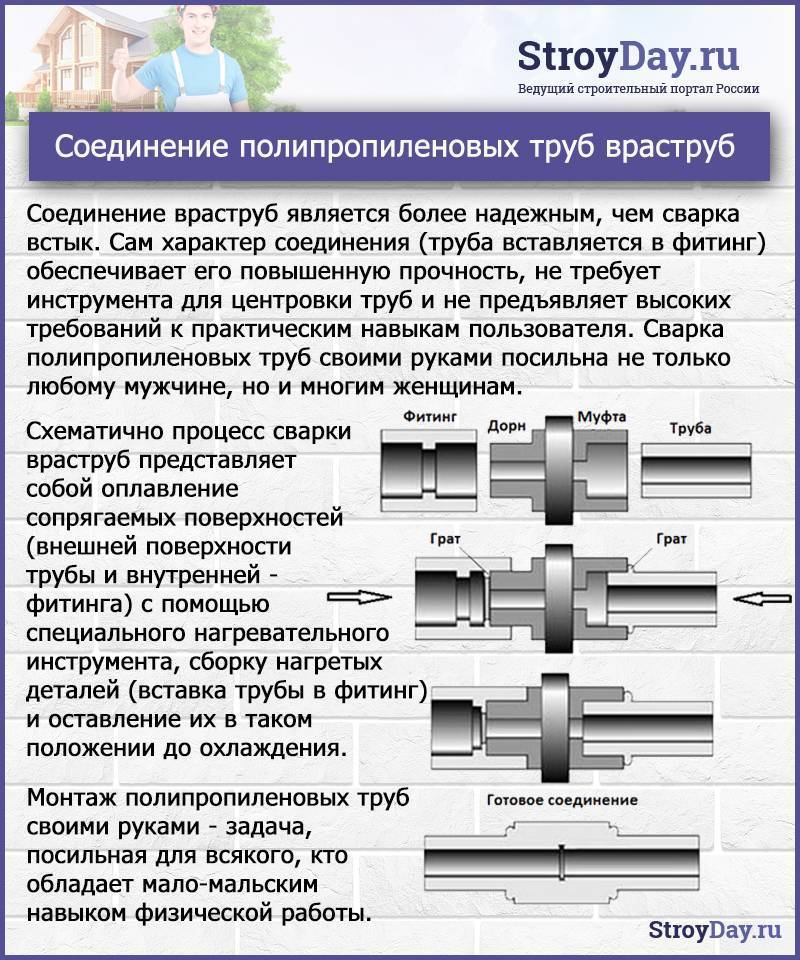
Пайка полипропиленовых труб основана на принципе одновременного плавления с помощью сварочного аппарата, верхней части трубы и внутренней части муфты. После снятия прогретых деталей с нагревателя паяльной машины они стыкуются друг с другом путем сжатия.
В месте слияния прогретых поверхностей состыкованных деталей происходит взаимопроникающая связь расплавленных масс, образующих при остывании единый монолитный узел. Данный метод получил название муфтовое соединение.
Способ сварки ППР одного диаметра называется прямым (стыковым). Он основан на том же принципе плавления краев труб с последующей их стыковкой и фиксацией в неподвижном положении до полного остывания. Качество прямой сварки зависит от точной центровки осей стыкуемых ППР.
Процесс пайки полипропиленовых труб своими руками.
Паяльные машины для сварки труб
Существует множество разновидностей паяльных машин для сварки ППР. Их техническое исполнение и размеры зависят от диаметров ППР, с которыми они взаимодействуют, и наличия вспомогательного оборудования.
Паяльные машины делятся на:
- станочные (с направляющими для центровки оси);
- раструбные («Утюг»);
- стыковые.
Для проведения сварочно-монтажных работ при строительстве трубопровода из ППР также понадобятся:
- труборез или ножницы для полипропиленовых труб;
- слесарный уголок;
- карандаш или маркер;
- рулетка;
- швейер;
- торцеватель;
- средство для очищения поверхности на спиртовой основе (исключить ацетон, растворители и средства, оставляющие жирный, маслянистый след);
- рабочие перчатки.
Полная комплектация для сварки полипропиленовых труб.
Процедура сварки полипропилена
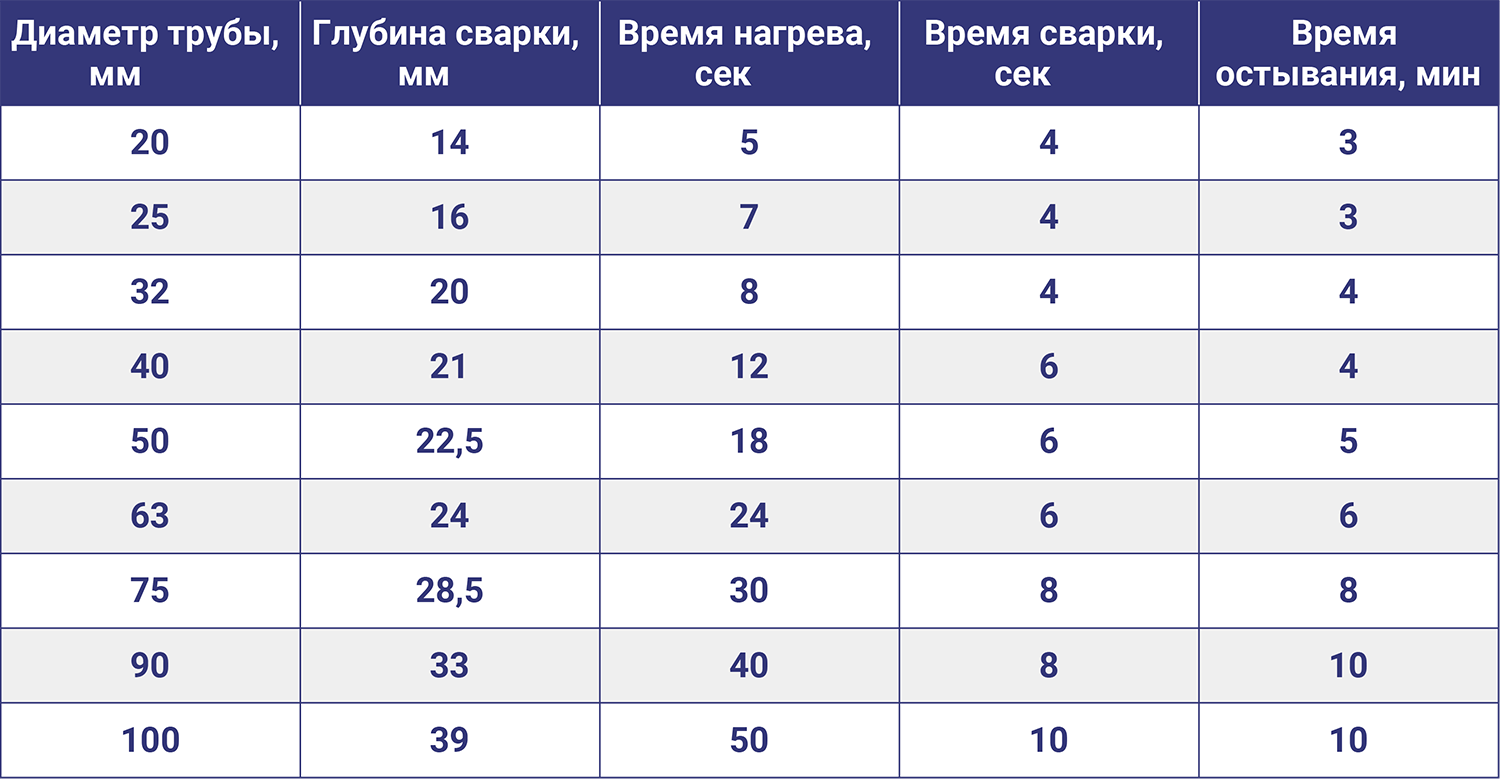
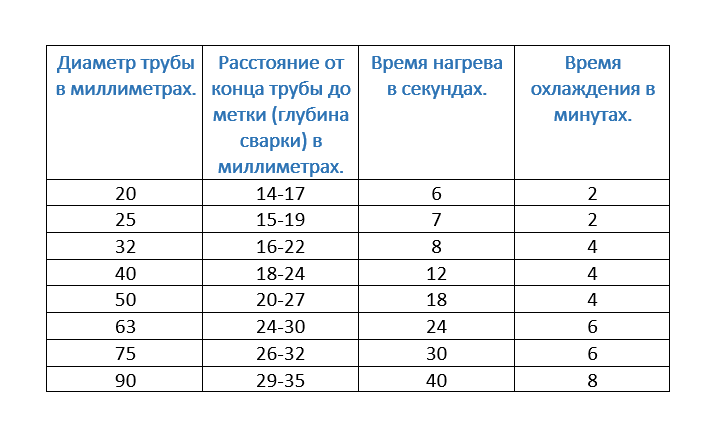
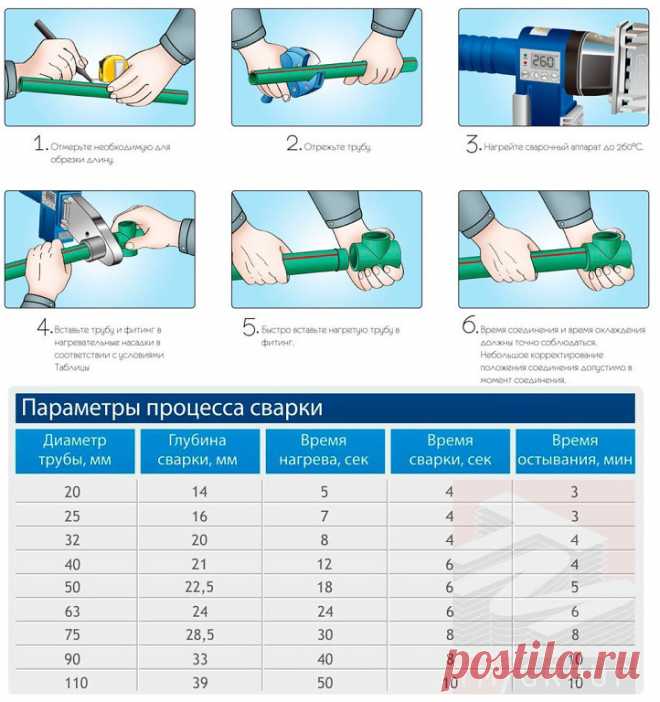
Выполняя сварку ППР, необходимо соблюдать длительность нагревания деталей. Не следует сильно прогревать стенку детали, но и недогрев также плохо отражается на качестве соединений. В таблице отражено количество времени, достаточного для прогрева деталей. Рекомендуемая температура пайки составляет 260°С.
| Диаметр сечения трубы, мм | Глубина сварки, мм | Длительность нагрева, сек | Фиксация, сек | Период охлаждение, мин |
| 20 | 13 | 7 | 8 | 2 |
| 25 | 15 | 10 | 10 | 3 |
| 32 | 18 | 12 | 12 | 4 |
| 40 | 21 | 18 | 20 | 5 |
| 50 | 27 | 24 | 27 | 6 |
Для пайки труб необходимо:
- Установить насадки на нагреватель паяльной машины.
- Установить паяльную машину в удобном для работы месте, зафиксировать ее с помощью крепежей (если имеются), установить регулятор температуры на требуемый уровень и подать электропитание.
- Подготовить детали к сварке.
- Обработать поверхности участков свариваемых деталей чистящим, обезжиривающим средством.
- Отмерить от края трубы глубину сварки и отметить карандашом. После надеть детали на насадки нагревателя и держать указанное в таблице время.
При прогреве не допускать вращения детали вокруг своей оси, вращение ухудшает герметичность связи спаянных деталей. Прогретые детали необходимо снять с нагревателя и сразу состыковать, вставив одну в другую.
При заглублении (вводе) трубы в муфту (фитинг) нельзя поворачивать ее по оси и пересекать отмеченный карандашом уровень глубины сварки. Следует зафиксировать достигнутое положение деталей и не двигать их в течение необходимого для обратной полимеризации времени.
Для достижения нужного положения при стыковке трубы с угловым отводом следует заранее отметить обе детали, прочертив направляющую карандашом в месте их соединения. Это позволит избежать вращения отвода и без корректировки достичь необходимого угла относительно оси трубы.
Соединение труб армированных алюминием
Требуется соблюдать правила при выполнении сварки полипропиленовых труб с армированием. Усиленный слой создается из алюминия или стекловолокна.
Используются при монтаже систем, перемещающих воду с высокой температурой, потому что под воздействием нагретой жидкости происходит линейное расширение материала и изгиб трубопровода.
При выполнении пайки обязательно проводится удаление алюминиевого защитного материала. Кроме того, этот слой влияет на качество соединения, а время сварки зависит от периода нагрева деталей из полипропилена.
Армированные трубопроводы отличаются увеличенным диаметром. Поэтому использовать стандартные насадки на нагревательном инструменте без предварительной подготовки изделий не получится.
Выполняется путем зачистки деталей. Он не проводится для изделий, усиленных стекловолокном. Они соединяются так же, как и неармированные трубопроводы.
Зачистка выполняется разными методами, потому что существует много технологий армирования изделий из полипропилена. Чаще применяется обработка при использовании шейвера. Он представляет собой металлическое устройство, в виде втулки с лезвиями.

Шейвер
Инструмент надевается на конец трубного изделия и вращается, что позволяет удалить алюминиевый защитный слой. Процесс осуществляется пока не останется только один пластик.
ПП трубы могут иметь исполнение, когда армированный слой находится посередине толщины стенки. В этом случае применяется торцеватель. Этот инструмент сильно похож на шейвер. Другое расположение и устройство ножей.
Инструмент позволяет сделать ровными торцы и удалить 2 мм армированного слоя, расположенного посередине толщины стенки трубы. Благодаря такой обработке получится выполнить качественную пайку.
Оборудование для соединения полипропиленовых труб методом сварки
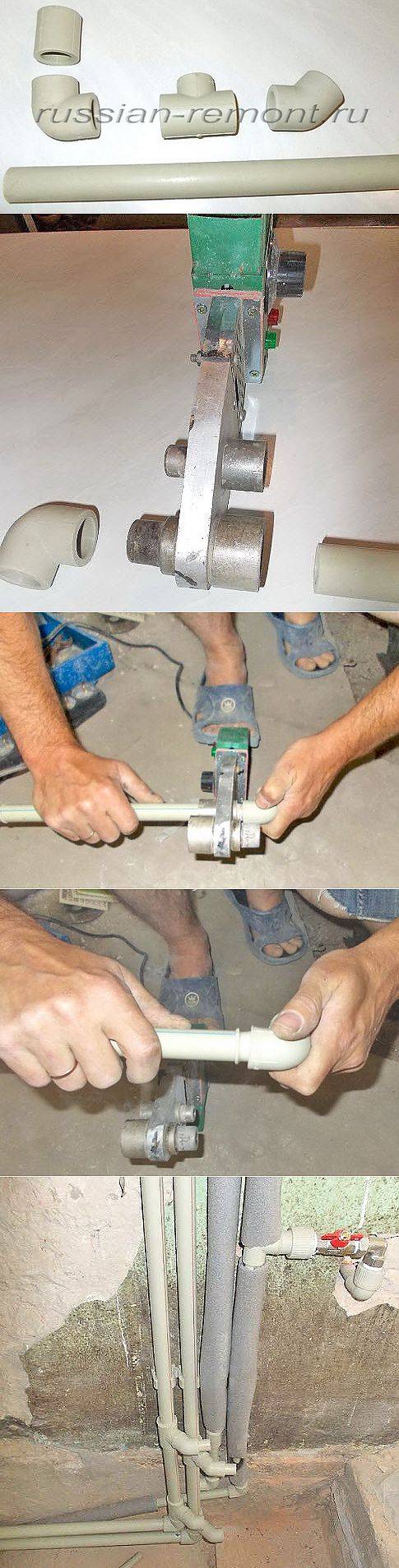
Сварка труб из полипропилена проводится довольно просто:
- Сварочным аппаратом производят одновременный нагрев свариваемых деталей.
- Выполняют соединение нагретых деталей.
- Фиксируют соединенные детали до полного остывания сварного шва.
Герметичность и прочность грамотно выполненного сварного соединения довольно высоки, за счет чего полипропиленовый трубопровод способен работать при достаточно высоком внутреннем давлении.
Аппарат для сварки полипропиленовых труб довольно прост и в своем устройстве практически не имеет различий в сравнении с обыкновенным домашним утюгом. Он также состоит терморегулятора, нагревающей плиты и ручки. Нагревающая плита обычно имеет два отверстия для крепления к ней сварных элементов (насадок).
В стандартный набор для сварки полипропиленовых труб своими руками, как правило, входит четыре комплекта сварных насадок, позволяющих решать практически любые бытовые задачи (насадки 20, 25, 32 и 40 мм в диаметре). Рабочие поверхности насадок имеют тефлоновое напыление, и поэтому изготовить сварочные элементы самостоятельно нет возможности, поскольку к незащищенной нагретой поверхности будет прилипать пластик.
Внутри набора для сварки, как правило, содержится краткое руководство по ведению сварных работ, по этой причине подробно рассматривать сварочный процесс не имеет смысла. Рассмотрим часто совершаемые ошибки, характерные для новичков сварочного дела.
Сварка армированных полипропиленовых труб выполняется посредством использования такого же сварочного аппарата
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.
Пример дефекта пайки, полученного в результате ошибочных действий. Мастер чрезмерно нагрел пластиковую трубу, которая, в свою очередь, деформировалась изнутри
Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров.
Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично.



Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.
Распространенная ошибка при пайке полипропиленовых труб – неплотное вхождение конца патрубка внутрь раструба. Труба должна входить до границы ободка или разметочной линии
Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Именно в этой точке зачастую происходят протечки.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки.
Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Какой паяльник применить
Для любительской пайки своими руками сгодится незамысловатый, недорогой паяльник мощностью от 800 Вт. Но самый дешевый лучше не покупать, там скорее всего слишком много будет недочетов, и он, наверное, быстро перегорит, развалится например, отломается ручка!
Ошибки, недопустимые при пайке труб
Основными ошибками бывают:
- недогрев или перегрев полипропилена;
- нарушение соосности стыкуемых деталей;
- нарушение процесса пайки;
- неправильный выбор материала или размера.
Если нагревать полипропилен больше положенного времени, возникает наплыв пластика внутри трубы, что уменьшает ее пропускную способность. При недостаточной температуре полипропиленовый стык получается непрочный и прослужит короткое время. Если оси стыкуемых заготовок не совпадают, появляется перекос трубопровода, что ухудшает его работу. При стыковой сварке материал стыкуемых поверхностей должен быть одинаковым, иначе прочность шва нарушается.
Пайка полипропиленовых труб – процесс непростой, но выполнимый. Важным моментом является выбор качественного материала, удобного и надежного паяльника. При проведении работ следует соблюдать меры безопасности, иметь защитную одежду и рукавицы, обязательно проветривать помещение.
Достоинства полипропиленовых труб
Полипропиленовые трубы имеют неограниченное количество положительных моментов, по сравнению с другими видами материалов. Они не подвержены коррозии и появлению грибка. Имеют высокий срок эксплуатации. По этим причинам изделия из пластика имеют широкую сферу применения, как в промышленных, бытовых, так и ремонтных работах.
Для установки полипропиленовых труб требуется наличие специального паяльного аппарата. Любое соединение пластиковой трубы с элементами водопровода осуществляется посредством специальных соединительных деталей. Рассмотрим более подробно, как профессионально паять трубы из пластика.
Как соединить?
В том случае, когда нужно соединить полипропиленовую трубу с металлической, можно использовать резьбовой метод соединения. Для этого понадобятся специальные фитинги, один конец которых гладкий, а на второй нанесена резьба под металлическую трубу. При таком виде соединения диаметр трубы не должен быть более 40 мм.
Резьба на фитинге может быть как внешней, так и внутренней. Гладкая поверхность, находящаяся с обратной стороны, нужна для приваривания пластиковой трубы. Для герметичности в основном используется льняная пакля, пропитанная олифой.
Последовательность действий при резьбовом способе монтажа:
- под прямым углом производят срез трубы, ее конец смазывают солидолом, а затем наносят резьбу при помощи резьбонарезного инструмента;
- с резьбы удаляют всю стружку и герметизируют стык паклей;
- на резьбу трубы прикручивают фитинг;
- противоположный гладкий конец муфты приваривают к полипропиленовой трубе.
Соединить полипропиленовые трубы можно как посредством сварки, так и холодным способом. Большее предпочтение отдают первому варианту, так как он считается самым надежным и долговечным.


Сварное соединение
До начала сварки полипропиленовые трубы и фитинги к ним нужно обработать обезжиривающим раствором, а затем дать им высохнуть – лишь после этой процедуры можно приступать непосредственно к сварке. Подобная подготовительная работа необходима для любого типа ПП-труб за исключением тех, что армированы фольгой. У армированной трубы зачистку среза делают специальным зачищающим инструментом (шейвером), в который вставляется нужный конец трубы и несколько раз проворачивается. После зачистки верхнюю часть трубы нужно обезжирить.


На трубе необходимо поставить метку маркером, отметив нужное расстояние для вдавливания ее в фитинг. Затем конец трубы нужно насадить на дорн и вставить фитинг в гильзу сварочного аппарата. Все действия следует делать очень быстро и четко. После этого греют соединяемые элементы строго отведенное время.
После того как свариваемые элементы расплавятся, их нужно снять с насадок и быстро вдавить трубу в фитинг. Для соединения требуются некоторые силы, так как свариваемые элементы нужно плотно вдавливать и держать их в таком положении некоторое время. Больше 20 секунд зажимать стыкующиеся элементы не стоит, так как этого времени вполне достаточно для их прочного схватывания. После соединения нужно обязательно дать остыть несколько минут.


Соединение полипропиленовых труб с металлопластиковыми вариантами
В этом случае надежным способом соединения считается муфтовый. Для монтажа дополнительно понадобятся два ключа разводного типа, герметик и пакля.
Последовательность действий при соединении полипропиленовой и металлопластиковой трубы:
- разъемный элемент разбирается на две части;
- на часть с наружной резьбой нужно намотать паклю и промазать ее силиконовым герметиком;
- на второй фитинг также наматывается пакля, и все смазывается силиконом;
- части соединения нужно скрутить между собой сначала вручную, а потом дотянуть разводным ключом.