Что такое номинальный размер трубы?
Номинальный размер трубы (NPS) — это число, определяющее размер трубы. Например, когда говорят труба 6”, 6” — это номинальный размер этой трубы. Он также зависит от размера трубы. Для размеров труб NPS 14 и выше, внешний диаметр такой же, как NPS. Чтобы понять эту концепцию, необходимо изучить способы изготовления труб.
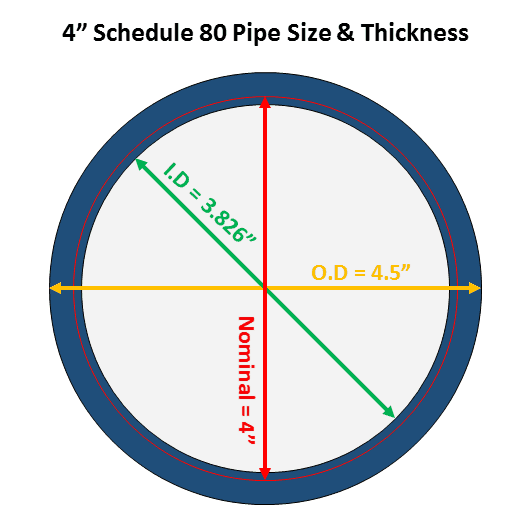
Производство труб NPS 1/8 (DN 6) — NPS 12 (DN 300) основано на фиксированном наружном диаметре (OD). Таким образом, любое увеличение толщины стенки уменьшает внутренний диаметр (ID) трубы, и этот ID трубы приблизительно равен номинальному размеру.
Изготовление NPS 14 (DN350) и выше наружного диаметра трубы соответствует номинальному размеру трубы. Ниже представлен пример для большей ясности концепции.
| OD в дюймах | OD в мм | Толщина в дюймах | Толщина в мм | ID в дюймах | ID в мм |
| Для трубы NPS 2 Shedule 40 | |||||
| 2,375 | 60,3 | 0,154 | 3,91 | 2,067 | 52,5 |
| Для трубы NPS 14 Shedule 40 | |||||
| 14 | 350 | 0,438 | 11,13 | 13,124 | 333,3 |
Из приведенной выше таблицы видно, что для NPS 2, внутренний диаметр трубы находится рядом с номинальным размером трубы, а для NPS 14 внешний диаметр трубы такой же, как и номинальный диаметр.
Размер и толщина трубы 4″ Sch 80
Преобразовать размер в дюймах в мм можно умножив его на 25,4 и округлив следующим образом:
- Наружный диаметр более 16 дюймов округляется до 1 мм
- Наружный диаметр 16 дюймов и ниже округляется до ближайшего 0,1 мм
- Толщина стенки трубы округляется до ближайших 0,01 мм.
Способы производства труб из стали
Металлургические комбинаты при изготовлении труб используют 4 основных технологии:
Бесшовные трубы — трубы, не имеющие сварного шва или других соединений. Изготавливаются способом прокатки, ковки, прессования или волочения:
- Холодный прокат — производство бесшовных труб из предварительно охлаждённой заготовки.
- Горячий прокат — производство бесшовные трубы из разогретой заготовки;
Сварные трубы делятся на:
- Сварной спиральный прокат — трубы, произведенные по такой технологии, характеризуется наличием спирального шва. В качестве заготовок используются листы стали.
- Сварной продольный прокат. Исходный материал — те же листовые заготовки. Отличительные особенности – наличие продольного прямого шва.
Использование указанных методов позволяет производить стальные трубы любого вида, начиная от используемых в водоснабжении «сантехнических» круглых, включая овальные и толстостенные, и заканчивая «конструкционными» — квадратными и прямоугольными. Особенности применяемых технологических процессов накладывают ряд ограничений на типоразмеры трубного проката.
Подробнее о стандартизации
Стандартизация металлических элементов инженерных систем начала зарождаться в то время, когда активно стали появляться пластиковые трубы. Актуальность стандартизации заключалась и заключается в том, что она дает возможность без особых проблем объединять в рамках одной системы трубы из различных материалов. А это, в свою очередь, значительно расширяет возможности и полезные свойства инженерных систем.
Кроме того, имея информацию о наружном диаметре труб, специалисты-проектировщики могут достаточно оперативно определять, какие соединительные элементы необходимы и в каком количестве.
Речь идет о таких элементах, как:
- отводы;
- тройники;
- заглушки;
- запорные элементы систем.
Особенности и технические характеристики
Из особенностей труб с продольным швом эксперты выделяют:
- возможность производства продукции сравнительно небольшого диаметра. Спиралешовные трубы выпускаются только с большим сечением;
- стоимость такой трубы меньше, чем цена спиралешовного аналога;
- универсальность применения.
При выборе необходимо учитывать, что в сортаменте электросварных труб ГОСТ 10704 91 присутствует продукция с довольно неоднородными характеристиками. В этом стандарте обозначены 4 группы прямошовных изделий.
- Группа А. Сюда входят трубы, способные выдерживать высокие механические нагрузки.
- Группа Б. Устойчивы к разного рода химическим воздействиям.
- Группа В. Этим трубам присущи свойства изделий групп А и Б.
- Группа Г. Характеризуются повышенной устойчивостью как к внутреннему, так и к наружному давлению.
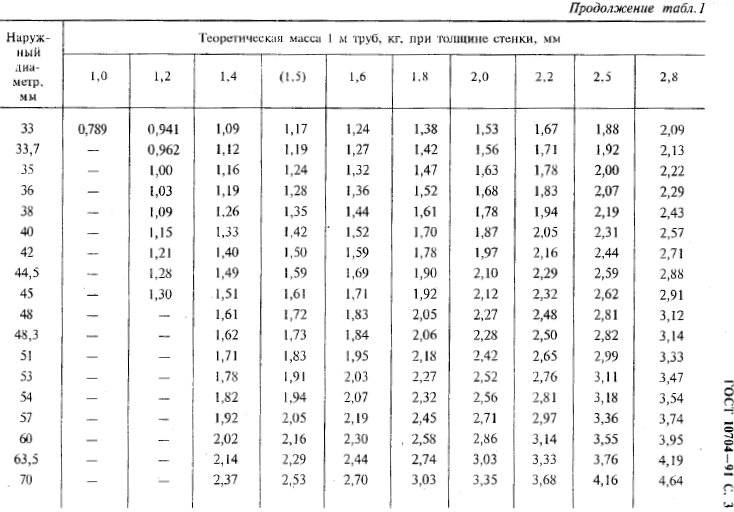
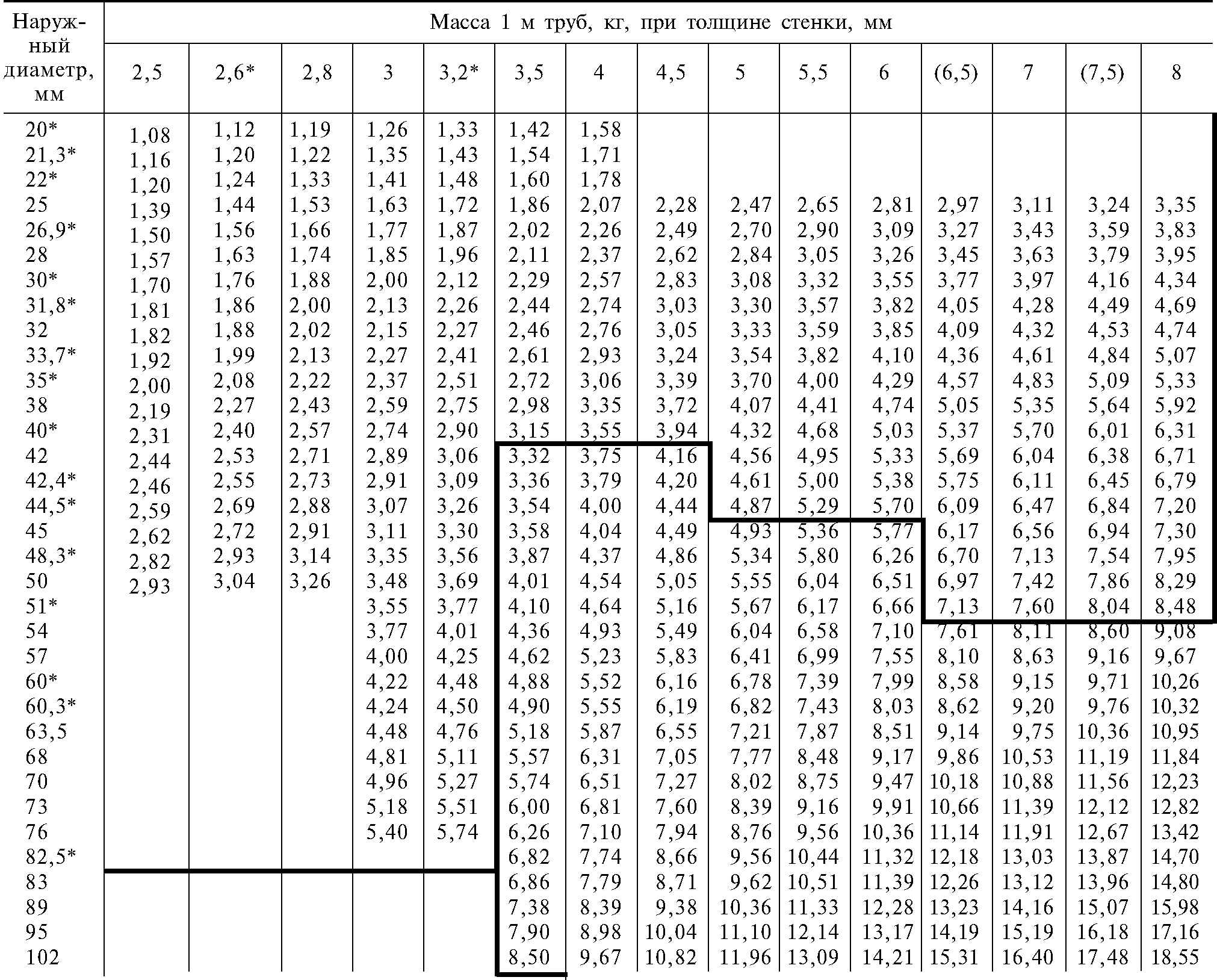
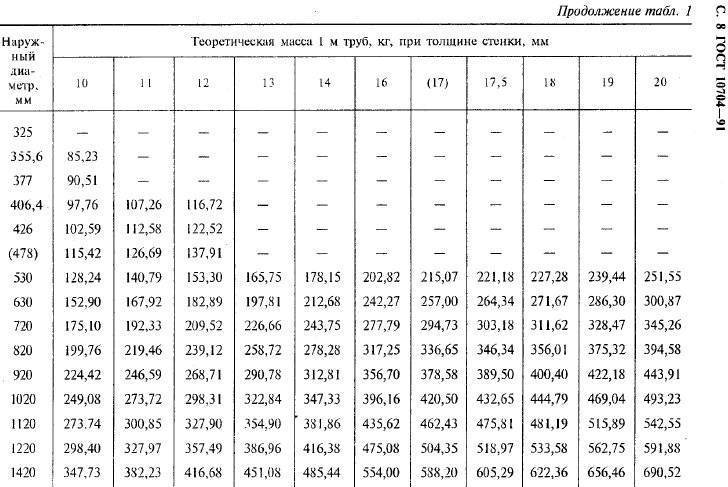
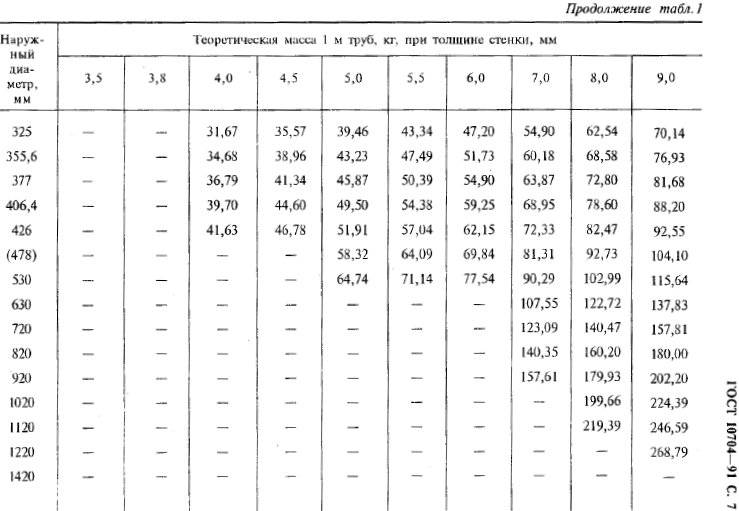
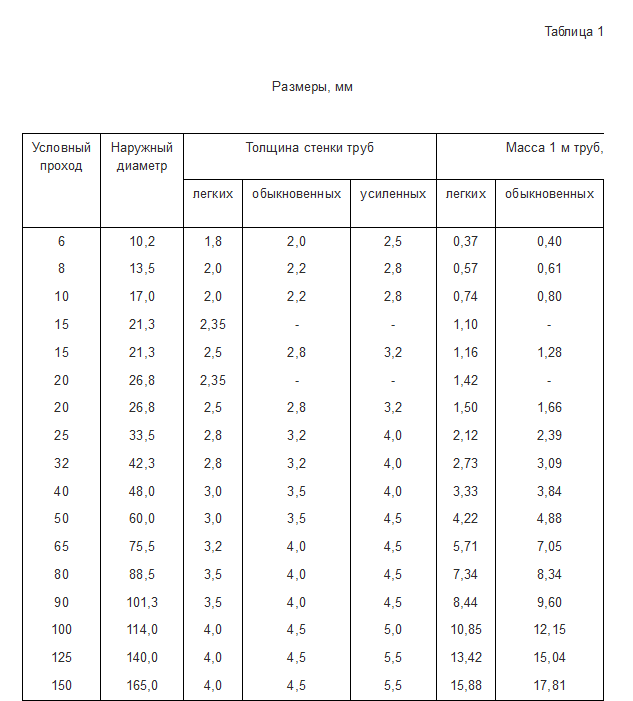
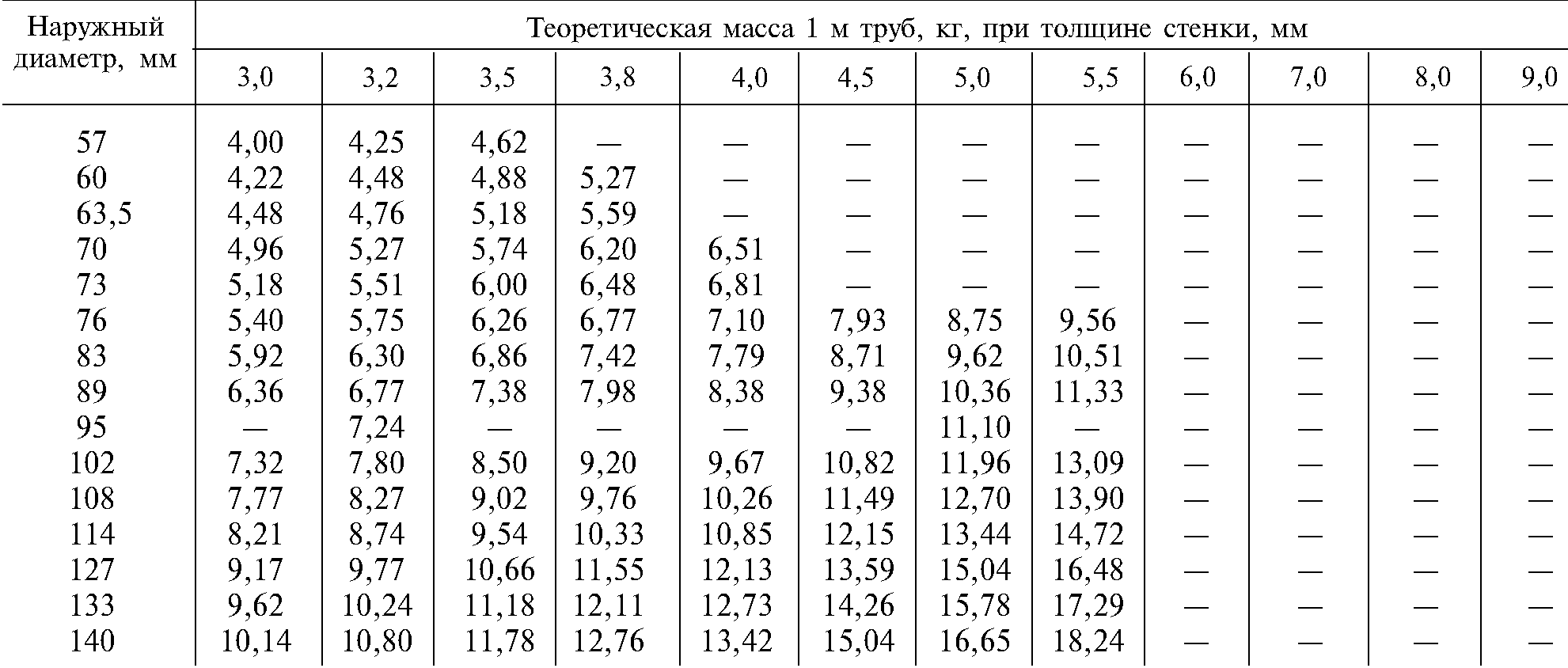
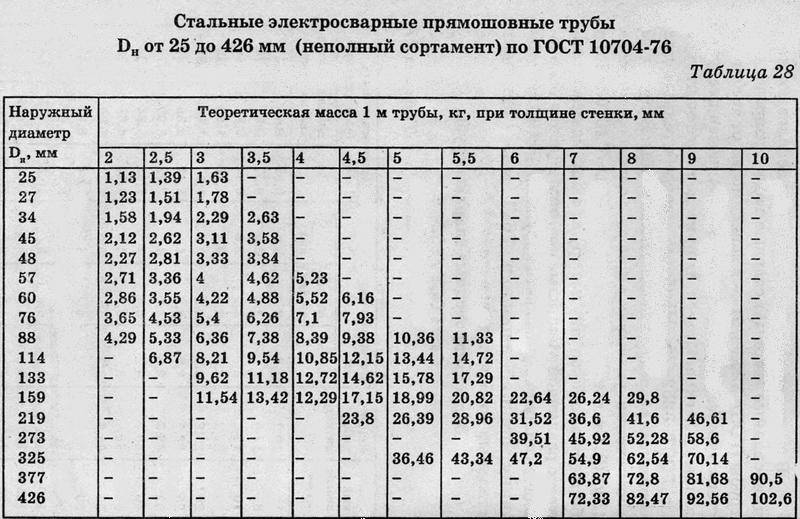
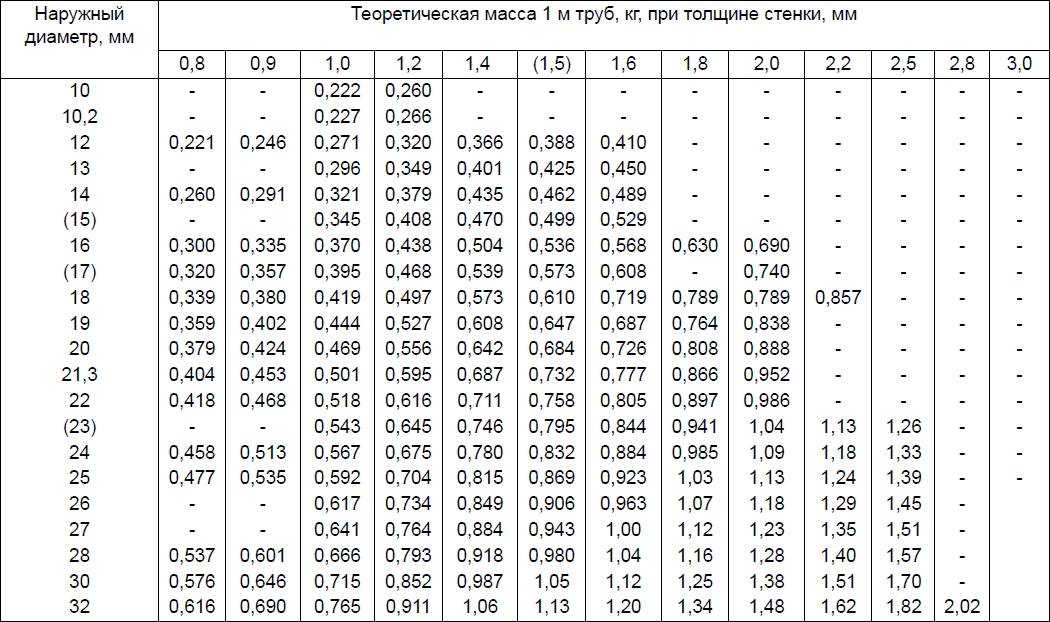
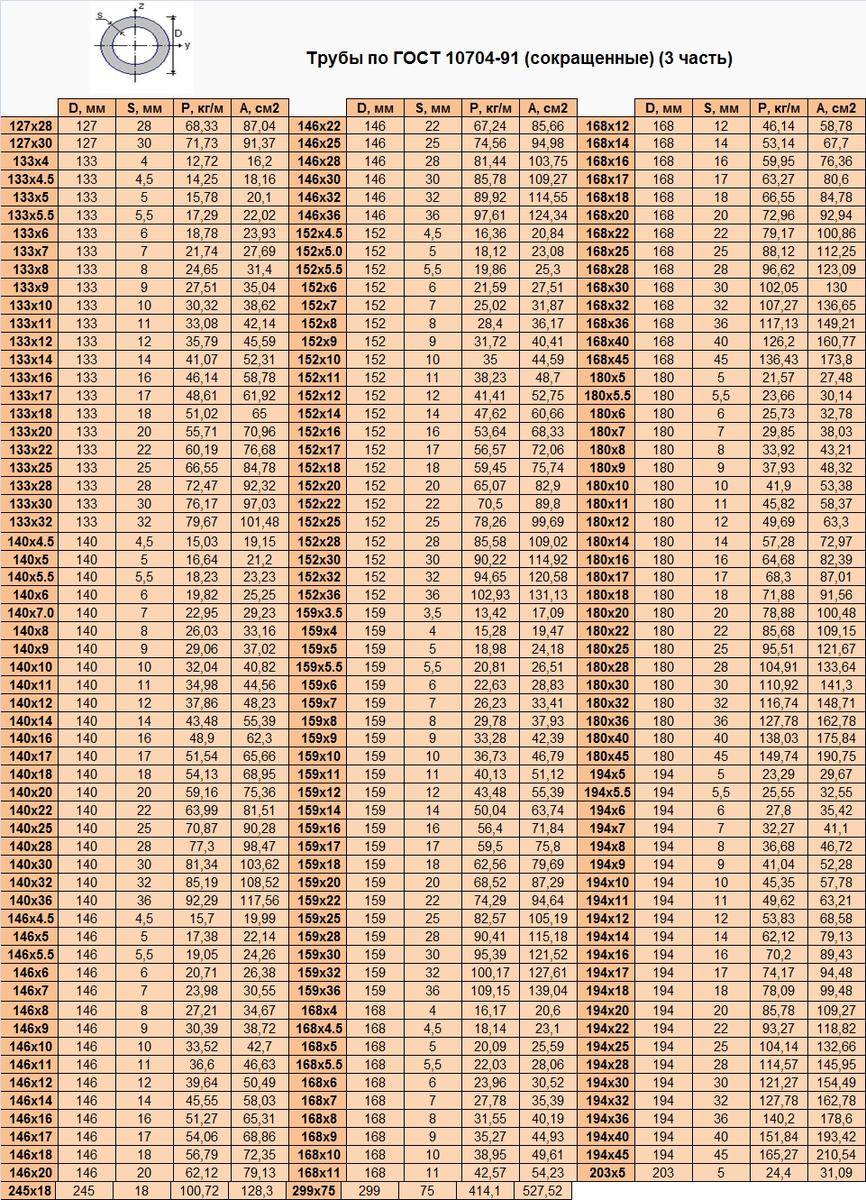
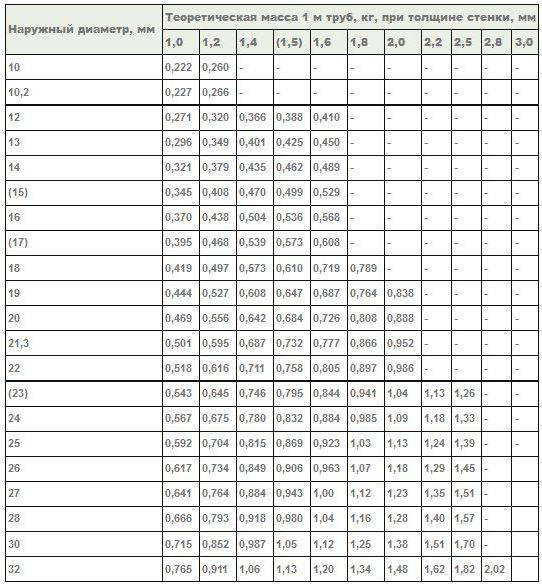
Наряду с геометрическими параметрами, при подборе труб электросварных прямошовных ГОСТ 10704 91 необходимо учитывать их весовые характеристики. Выборку по наиболее востребованным образцам вы найдёте в таблице №1.
Таблица 1
| Dнар мм | Теоретическая масса погонного метра (килограммы) при толщине стенки (миллиметры) | |||||||||
| 2,80 | 2,50 | 2,20 | 2,0 | 1,80 | 1,60 | 1,50 | 1,40 | 1,20 | 1,0 | |
| 70 | 4,64 | 4,16 | 3,68 | 3,350 | 3,03 | 2,71 | 2,53 | 2,37 | ||
| 63,5 | 4,19 | 3,76 | 3,330 | 3,03 | 2,74 | 2,42 | 2,290 | 2,14 | ||
| 60 | 3,95 | 3,55 | 3,14 | 2,86 | 2,61 | 2,3 | 2,22 | 2,02 | ||
| 57 | 3,74 | 3,36 | 2,97 | 2,7 | 2,50 | 2,20 | 2,05 | 1,92 | ||
| 54 | 3,540 | 3,18 | 2,81 | 2,61 | 2,3 | 2,07 | 1,94 | 1,82 | ||
| 53 | 3,47 | 3,11 | 2,8 | 2,52 | 2,3 | 2,03 | 1,91 | 1,78 | ||
| 51 | 3,33 | 2,99 | 2,7 | 2,42 | 2,2 | 1,95 | 1,81 | 1,71 | ||
| 48,3 | 3,14 | 2,82 | 2,500 | 2,280 | 2,06 | 1,84 | 1,73 | 1,62 | ||
| 48 | 3,12 | 2,81 | 2,50 | 2,3 | 2,05 | 1,81 | 1,7 | 1,61 | ||
| 45 | 2,91 | 2,61 | 2,3 | 2,12 | 1,92 | 1,7 | 1,6 | 1,52 | 1,30 | |
| 44,5 | 2,88 | 2,590 | 2,290 | 2,10 | 1,90 | 1,690 | 1,60 | 1,490 | 1,28 | |
| 42 | 2,7 | 2,43 | 2,160 | 1,970 | 1,8 | 1,62 | 1,51 | 1,4 | 1,21 | |
| 40 | 2,57 | 2,31 | 2,05 | 1,87 | 1,7 | 1,5 | 1,40 | 1,3 | 1,15 | |
| 38 | 2,43 | 2,19 | 1,94 | 1,8 | 1,6 | 1,42 | 1,35 | 1,3 | 1,09 | |
| 36 | 2,39 | 2,07 | 1,83 | 1,7 | 1,52 | 1,41 | 1,3 | 1,2 | 1,03 | |
| 35 | 2,22 | 2,00 | 1,81 | 1,68 | 1,51 | 1,3 | 1,2 | 1,16 | 1,00 | |
| 33,7 | 2,13 | 1,92 | 1,7 | 1,60 | 1,41 | 1,3 | 1,2 | 1,12 | 0,962 | |
| 33 | 2,09 | 1,88 | 1,7 | 1,52 | 1,40 | 1,20 | 1,170 | 1,090 | 0,941 | 0,789 |

Спиралешовные трубы производятся только в больших диаметрах, и они отличаются большим весом
Из таблицы видно, что все изделия характеризуются большим весом
Это важно с точки зрения необходимости усиления сварного шва. Представленные в таблице данные рассчитаны теоретически
На самом деле масса может быть иной. Во-первых, усиление шва увеличивает расчётную величину приблизительно на 0,01. Во-вторых, при вычислении берётся усреднённый удельный вес стали.
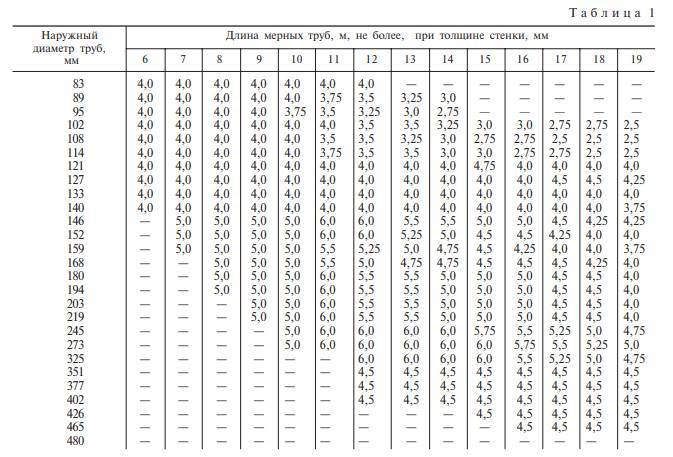
Что же касается длины, то в ГОСТ 10704 91 заявлены такие цифры:
Длина немерная.
если диаметр трубы (Dт) менее 30 мм, длина должна быть больше или равна 2 м;
- 30 ≤ Dт ≤ 70 мм – значение этого параметра не меньше 3 м;
- 70 ≤ Dт ≤ 152 мм – длина не менее 4 м;
- Dт > 152,0 мм – длина свыше 5 м.
Длина мерная.
- Dт ≤ 70,0 мм длина может быть 5-9 м;
- 70 < D т ≤ 219 мм — длина колеблется в диапазоне 6-9 м;
- 219 ≤ Dт ≤ 530 мм – длина от 10 до 12 м.
Производство труб электросварных выполняется с обычной и повышенной точностью. Этот фактор накладывает конкретные ограничения на величину отклонений наружного диаметра от номинальных показателей.
- Dт >1200 мм ± 0,6 % : (точность обычная) и ± 6 мм (точность повышенная);
- 426 ≤ Dт ≤ 1200 мм: ± 0,70% и ± 0,65 % соответственно;
- 193,7 ≤ Dт ≤ 426 мм: ± 0,75 % и ±0,65%;
- 51 ≤ Dт ≤ 193,7 мм: ± 0,80% и ± 0,70%;
- 30 ≤ Dт ≤ 51 мм: ± 0,40% и ± 0,35%
- 10 ≤ Dт ≤ 30 мм: ± 0,3 % и ± 0,25%.

Сварные трубы выпускаются с ограничением длины как мерной, так и немерной
ГОСТ 10704 91 требует, чтобы величина овальности и разностенности электросварных изделий, сечение которых не больше 530 мм, не превышала допустимые отклонения по наружному сечению и толщине стенки соответственно. В отношении кривизны регламент этого стандарта звучит так: на один метр протяжённости труб она не должна быть более 1,5 мм.
Трубы электросварные круглые
Трубы электросварные круглые
К данной группе относятся стальные электросварные прямошовные трубы из углеродистой и низколегированной стали, применяемые для трубопроводов и конструкций различного назначения.
Существует много видов электросварных прямошовных труб, в том числе:
- круглые;
- профильные (квадратные, прямоугольные, овальные);
- профили стальные гнутые замкнутые сварные (квадратные и прямоугольные).
К данной группе относятся стальные электросварные прямошовные трубы диаметром: от 10 до 530мм по ГОСТ 10705-91 (заменяет ГОСТ 10705-80); от 478 до 1420мм по ГОСТ 10706-76. Сортамент труб соответствует ГОСТ 10704-91 (заменяет ГОСТ 10704-76)
По длине трубы изготовляют: немерной длины от 2 до 12м; мерной длины от 5 до 12м; Трубы диаметром свыше 426мм изготовляют только немерной длины Трубы мерной и кратной длины изготовляют двух классов точности по длине: с обрезкой концов и снятием заусенцев; без заторцовки и снятия заусенцев (с порезкой в линии стана). Трубы изготовляют из стали марок: Ст2сп, Ст2пс, Ст2кп, Ст4сп, Ст4пс, Ст4кп по ГОСТ 380 10, 10пс, 20, 35, 45, 08кп по ГОСТ 1050. В зависимости от показателей качества трубы изготовляют следующих групп: А — с нормированием механических свойств; Б — с нормированием химического состава; В — с нормированием механических свойств и химического состава; Д — с нормированием испытательного гидравлического давления. Трубы изготовляют термически обработанными (по всему объему трубы или по сварному соединению), горячередуцированными и без термической обработки. На трубах диаметром 57мм и более допускается один поперечный шов. Трубы диаметром 820мм и более должны иметь два продольных и один поперечный шов.

Отличия ГОСТ 10704, 10705 и 10706
При изготовлении прямошовной трубы обращают внимание на ГОСТ 10704-91, который определяет сортамент, и ГОСТ 10705-80, а также ГОСТ 10706-76, основные технические требования для труб общего назначения. Двумя технологиями сварки определяется наличие двух ГОСТов, а именно электродуговая сварка и контактная сварка токами высокой частоты
В ГОСТе 20295-85 разные сварочные технологии только упоминаются, но напрямую об этом нигде не говорится. Подразумевает контактную сварку токами высокой частоты ГОСТ 10705-80, причем распространяется на трубы диаметром 10-530 мм.
На трубы большого диаметра, от 428 до 1420 мм, изготовленные методом дуговой сварки, распространяется ГОСТ 10706-76. Электродуговая сварка проводится с внешним усилением, это значит, что труба сваривается в три захода: вначале – промежуточный шов, затем наружный, для усиления изготавливается внутренний шов. Эти два ГОСТа для прямошовных труб весьма похожи, но имеют существенные отличия.
Исходя из ГОСТа 10706 трубы небольшого диаметра могут быть сварены поперечным швом, а диаметром от 820 мм должны иметь два продольных и один поперечный швы. Еще он, в отличие от ГОСТа 10705, регламентирует фаску на торцах трубы. Есть и определенные различия касательно марок стали, допустимых при изготовлении труб. По ГОСТу 10706-76 допускается две основные марки, это СТ.3 и Ст.2, а вот ГОСТ 10705-80 уже не ограничивается двумя марками стали 10 и 20. Изготовление труб из марки стали 17ГС и ее аналогов по ГОСТ 10705-80 и 10706-76 не предусмотрено.
Визуальные характеристики шва от высокочастотной сварки значительно выше, чем от электродуговой, такой шов более узкий и практически незаметен. Неровности в виде негладкого утолщения в зоне шва образуются на внутренней поверхности трубы, именуются гратом. В некоторых случаях грат сплющивают или зашлифовывают, наружный удаляют. После электродуговой сварки шов более широкий. Его характеризуют наличием валика усиления с высотой до 5 мм, при этом с обеих сторон – внутренней и внешней.
ГОСТы на металлопрокат
Размер выбиваемого клейма
Высота знаков от 5 до 30 мм, ширина от 3 до 12 мм — зависит от размеров трубы.
Классификация
1 класс — используется для транспортировки жидких и газообразных веществ низкого давления в поливных системах. Изготавливают ограждения и опоры, строительные леса и т. п.
2 класс — применяют в трубопроводах низкого и высокого давления, для подачи нефтепродуктов, газа и воды.
3 класс — работает в условиях высоких температур под давлением: котлы отопления, нефтяной крекинг, ядерная техника.
4 класс — бурильные толстостенные трубы, выдерживающие большую нагрузку на скручивание. Используются при разработке нефтяных месторождений и др. геологических работах.
5 класс используется в транспортном строении: вагоны, автомобили, мостовые краны, буровые вышки и в конструкции мебели.
6 класс – заготовки, используемые в машиностроении для изготовления: подшипников, цилиндров насосов, ресиверов и т. п.
О том, что полезно знать при пайке полипропиленового водопровода, читайте тут.
А здесь https://aquacomm.ru/vodosnabzenie/zagorodnyie-doma-v/avtonomnoe-vodosnabzhenie/trubyi/plastikovyie/press-kleshi.html вы найдете информацию о способах соединения металлопластиковых труб — компрессионный фитинг, пресс-фитинг, пресс клещи.
- До 114 мм – трубы малого диаметра;
- От 114 мм до 480 мм – среднего;
- От 480 мм – большого.
Диаметр труб из стали по ГОСТ Р
Малого диаметра (до 114 мм.).
На трубах малого диаметра маркировка не ставится. К ним прикрепляется сопроводительный ярлык с информацией. То же и с холоднодеформированными трубами до 450мм – их транспортируют в пакетах, а ярлык закрепляется на весь пакет.
На ярлыке содержатся следующие данные:
Трубы малого диаметра с информационным ярлыком
- Наименование получателя;
- № заказа;
- Дата / смена;
- № пакета;
- № партии;
- Размер;
- Стандарт (ТУ или ГОСТ);
- Марка стали;
- № плавки;
- Штук (количество единиц в пакете);
- Теоретическая масса кг. (если заказ в метрах);
- Фактическая масса;
- Метры (общая длина);
- Код получателя.
Среднего диаметра (114 – 480 мм)
Трубы с толщиной стенки от 3,5 мм и диаметром от 159 мм маркируют каждую отдельно. Холоднодеформированные трубы от 159 – 450 мм, как правило, маркируются три изделия из всего пакета и прилагают ярлык.
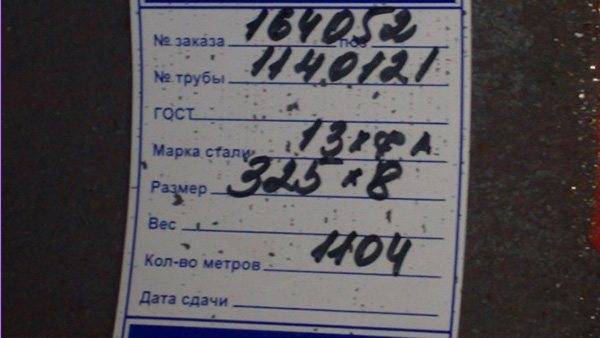
Пример ярлыка стальной трубы
Большого диаметра (от 480 мм)
Допускается маркировка диаметром от 530 мм — на внутренней поверхности.
При толщине стенки более 10 мм возможна маркировка на торце трубы.
Цвет краски может означать марку стали, из которой труба изготовлена.

Маркировка трубы большого диаметра на внутренней поверхности
Пример цвета маркировки котельных труб:
Марка стали:
- 20 – зелёный цвет;
- 20ПВ – голубой;
- 15ГС – коричневый;
- 15ХМ – жёлтый;
- 12Х1МФ – красный;
- 12Х1МФ-ПВ – оранжевый;
- 15Х1М1Ф – белый;
- 12Х2МФСФ – синий.
Пример маркировки краской, обсадной бесшовной трубы резьбового соединения по ГОСТ 632.
Комбинация цифр «146 (Е) 7.7 1083 304 ОТТМ А » — означает:
- 146 – диаметр;
- (Е) – группа прочности. «Е» в скобках означает, что произведён ультразвуковой контроль;
- 7.7 – толщина стенки;
- 1083 – длина (потом идёт отступ 30-35 мм);
- 304 – масса;
- ОТТМ – тип соединения (короткая треугольная резьба не обозначается);
- А – исполнение (пишется, только если вариант А);
- В конце товарный знак завода.
Способы производства
По способу изготовления различают трубы:
- Электросварные с прямым швом;
- Электросварные со спиральным швом;
- Бесшовные горячедеформированные;
- Бесшовные холоднодеформированные.

Стальные трубы различаются не только размером, но и профилем
Электросварные прямошовные
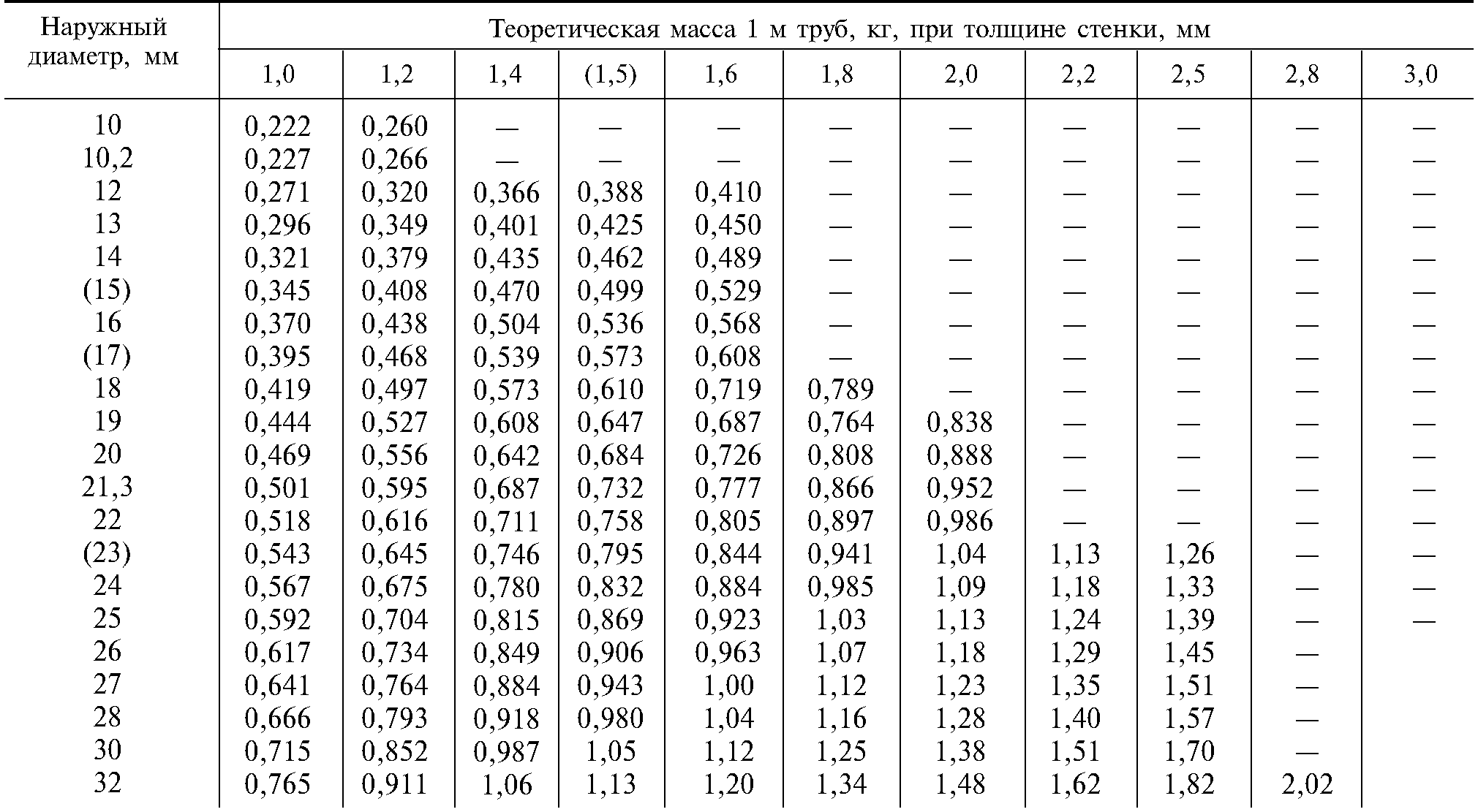
Эти стальные трубы сортамент имеют согласно ГОСТ 10704-91: внешний диаметр трубы от 10 до 1420 миллиметров при толщине стенки от 1 до 32 мм.
Помимо размеров, стандарт регламентирует предельно допустимые отклонения:
| Наружный диаметр труб, мм | Предельные отклонения по наружному диаметру при точности изготовления | |
| обычной | повышенной | |
| 10 | ±0,2 мм | ¾ |
| 10 — 30 | ±0,3 мм | ±0,25 мм |
| 30 — 51 | ±0,4 мм | ±0,35 мм |
| 51 — 193,7 | ±0,8 % | ±0,7 % |
| 193,7 — 426 | ±0,75 % | ±0,65 % |
| 426 — 1020 | ±0,7 % | ±0,65 % |
| до 1020 | ±0,6% | ±6,0 мм |
Допускается превышение размера мерной трубы:
| Длина труб, м | Предельные отклонения по длине мерных труб, мм, классов | |
| I | II | |
| До 6 | +10 | +50 |
| Свыше 6 | +15 | +70 |
Кроме размеров, стандарт устанавливает степень овальности трубы и равномерность толщины ее стенок.

Самые дешевые в производстве и распространенные трубы
Электросварные со спиральным швом
Сортамент стальных круглых труб со спиральным швом указан среди прочих требований в стандарте 8696-74.
Полный список возможных размеров выглядит так:
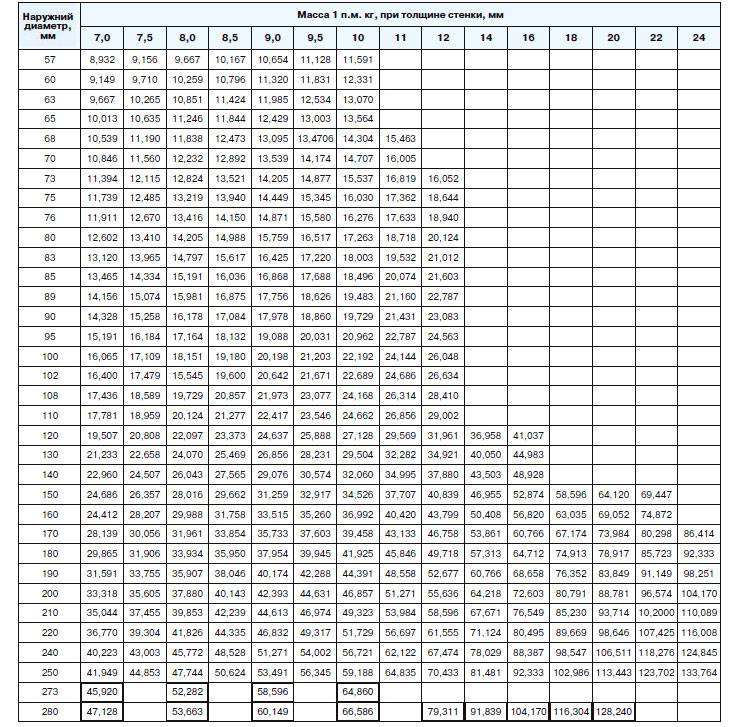
| Наружный диаметр в мм | Линейная плотность труб в кг/м при толщине стенки, мм | ||||||||||||||||||||||
| 3,5 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 | 10,0 | 11,0 | 12,0 | 13,0 | 14,0 | ||||||||||||
| 159 | 13,62 | 15,52 | — | — | — | — | — | — | — | — | |||||||||||||
| 219 | — | 21,53 | 26,79 | — | — | — | — | — | — | — | — | — | |||||||||||
| 273 | — | 26,94 | 33,55 | — | — | — | — | — | — | — | — | — | |||||||||||
| 325 | — | 32,15 | 40,05 | 47,91 | — | — | — | — | — | — | — | — | |||||||||||
| 377 | — | 37,35 | 46,56 | 55,72 | — | — | — | — | — | — | — | — | |||||||||||
| 426 | — | 42,25 | 52,69 | 63,05 | 73,41 | 83,70 | — | — | — | — | — | — | |||||||||||
| 480 | — | 47,66 | 59,45 | 71,18 | 82,87 | 94,51 | — | — | — | — | — | — | |||||||||||
| 530 | — | 52,66 | 65,70 | 78,69 | 91,63 | 104,5 | 117,4 | — | — | — | — | — | |||||||||||
| 630 | — | — | 78,22 | 93,71 | 109,1 | 124,5 | 139,9 | 155,2 | — | — | — | — | |||||||||||
| 720 | — | — | 89,48 | 107,2 | 124,9 | 142,6 | 160,2 | 177,7 | 195,2 | 212,6 | — | — | |||||||||||
| 820 | — | — | 102,0 | 122,3 | 142,4 | 162,6 | 182,7 | 202,7 | 122,7 | 242,7 | — | — | |||||||||||
| 920 | — | — | — | — | — | 182,6 | 205,2 | 227,8 | 250,3 | 272,7 | — | — | |||||||||||
| 1020 | — | -. | — | 152,3 | 177,5 | 202,6 | 227,7 | 252,8 | 277,8 | 302,8 | — | — | |||||||||||
| 1220 | — | — | — | — | 212,5 | 242,7 | 272,8 | 302,9 | 332,9 | 362,9 | — | — | |||||||||||
| 1420 | — | — | — | — | — | 282,7 | 317,8 | 352,9 | 388,0 | 422,9 | 457,9 | 492,7 | |||||||||||
| 1620 | — | — | — | — | — | — | — | — | — | — | — | — | |||||||||||
| 1720 | — | — | — | — | — | — | — | — | — | — | — | — | |||||||||||
| 1820 | — | — | — | — | — | — | — | — | — | — | — | — | |||||||||||
| 2020 | — | — | — | — | — | — | — | — | — | — | — | — | |||||||||||
| 2220 | — | — | — | — | — | — | — | — | — | — | — | — | |||||||||||
| 2520 | — | — | — | — | — | — | — | — | — | — | — | — | |||||||||||
| Наружный диаметр в мм | Линейная плотность труб в кг/м при толщине стенки, мм | ||||||||||||||||||||||
| 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | 23 | 24 | 25 | |||||||||||||
| 159 | — | — | — | — | — | — | — | — | — | — | — | ||||||||||||
| 219 | — | — | — | — | — | — | — | — | — | — | — | ||||||||||||
| 273 | — | — | — | — | — | — | — | — | — | — | — | ||||||||||||
| 325 | — | — | — | — | — | — | — | — | — | — | — | ||||||||||||
| 377 | — | — | — | — | — | — | — | — | — | — | — | ||||||||||||
| 426 | — | — | — | — | — | — | — | — | — | — | — | ||||||||||||
| 480 | — | — | — | — | — | — | — | — | — | — | — | ||||||||||||
| 530 | — | — | — | — | — | — | — | — | — | — | — | ||||||||||||
| 630 | — | — | — | — | — | — | — | — | — | — | — | ||||||||||||
| 720 | — | — | — | — | — | — | — | — | — | — | — | ||||||||||||
| 820 | — | — | — | — | — | — | — | — | — | — | — | ||||||||||||
| 920 | — | — | — | — | — | — | — | — | — | — | — | ||||||||||||
| 1020 | — | — | — | — | — | — | — | — | — | — | — | ||||||||||||
| 1220 | — | — | — | — | — | — | — | — | — | — | — | ||||||||||||
| 1420 | 527,5 | 562,3 | 597,0 | 631,6 | 666,3 | 700,8 | 735,4 | — | — | — | — | ||||||||||||
| 1620 | 602,6 | 642,6 | 682,1 | 721,8 | 761,4 | 801,0 | 840,5 | 880,0 | 919,4 | — | — | ||||||||||||
| 1720 | 640,1 | 682,4 | 724,6 | 766,8 | 808,9 | 851,0 | 893,0 | 935,0 | 976,9 | — | — | ||||||||||||
| 1820 | 677,7 | 722,5 | 767,2 | 811,9 | 856,5 | 901,1 | 945,6 | 990,1 | 1034,5 | 1078,8 | — | ||||||||||||
| 2020 | 752,8 | 802,6 | 852,3 | 902,0 | 951,6 | 1001,2 | 1050,7 | 1100,2 | 1149,6 | 1199,0 | 1248,4 | ||||||||||||
| 2220 | 827,9 | 882,6 | 973,4 | 992,1 | 1046,7 | 1101,3 | 1155,9 | 1210,3 | 1264,8 | 1319,2 | 1373,5 | ||||||||||||
| 2520 | 940,5 | 1002,8 | 1065,1 | 1127,2 | 1189,4 | 1251,5 | 1313,5 | 1375,5 | 1437,5 | 1499,4 | 1561,2 | ||||||||||||

На магистральные трубы — свой стандарт
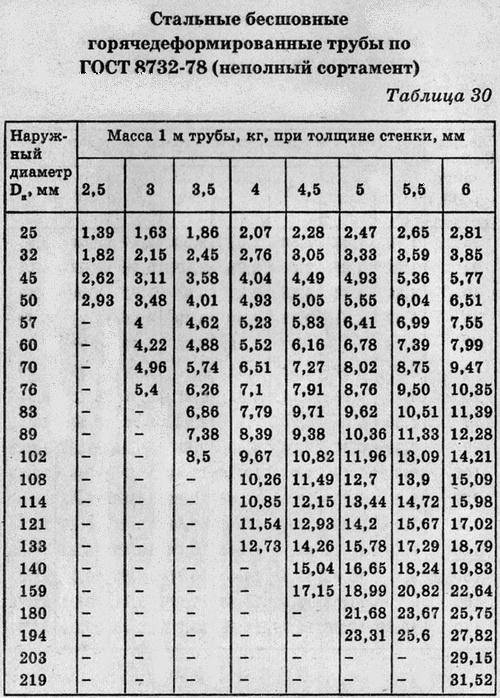
Горячедеформированные бесшовные трубы
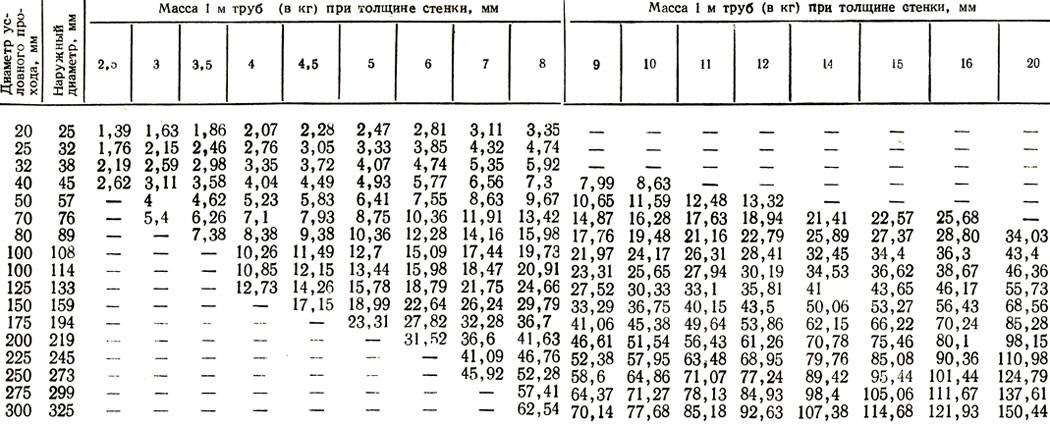
Сортамент стальных бесшовных труб горячей деформации содержится в ГОСТ 8732-78. Таблица размеров слишком велика, чтобы привести ее целиком; она включает трубы диаметром от 20 до 550 мм при стенках толщиной от 2,5 до (только не пугайтесь) 75 миллиметров. Возможно, вам покажется любопытным, что погонный метр трубы 550х75 весит 878 кг.
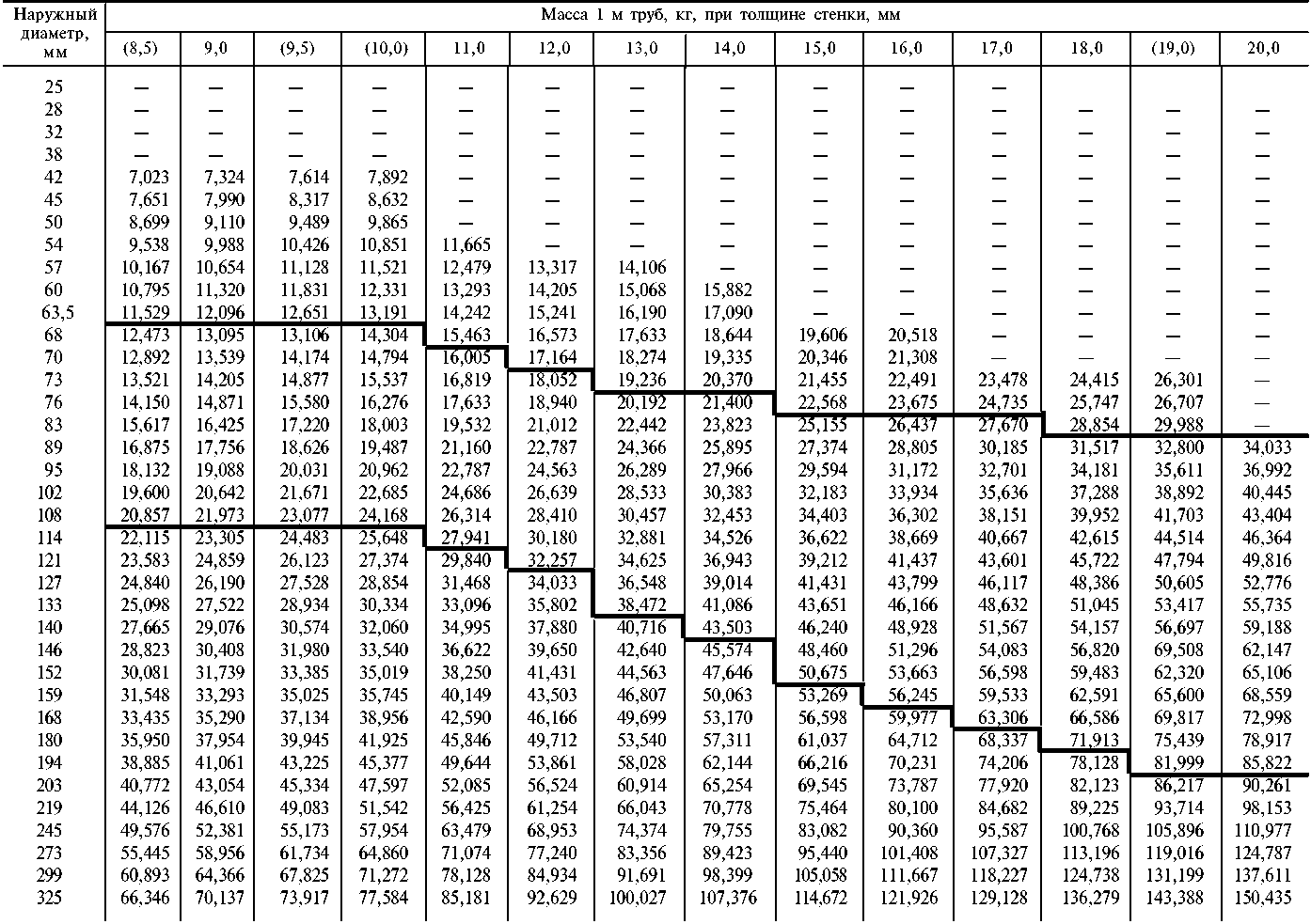


Технология производства позволяет изготавливать их с очень толстыми стенками
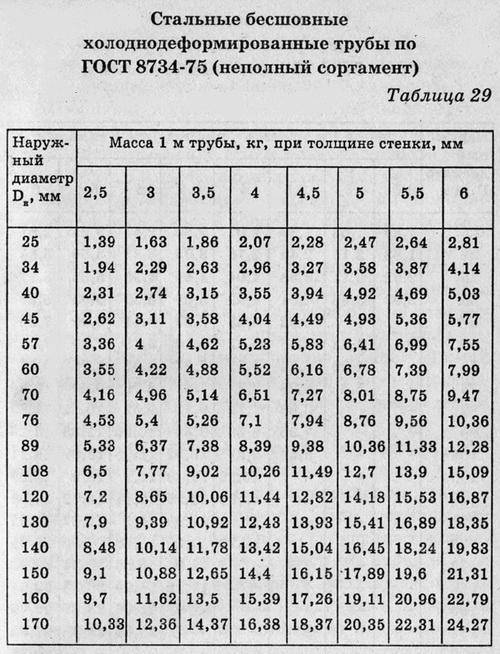
Холоднодеформированные бесшовные
В отличие от предыдущих, механическую обработку гильза — заготовка для такой трубы — проходит в холодном виде. Эта труба стальная сортамент имеет по ГОСТ 8734-75; полный перечень возможных размеров и здесь огромен, поэтому ограничимся указанием крайних размеров: диаметр 5-250 мм, толщина стенок 0,3 — 24 мм.
Труба изготавливается мерной и немерной длины от 1,5 до 11,5 метра.

Как легко понять из названия метода производства, перед вальцами заготовку остужают
Классификация
ГОСТ 10704-91 описывает сортамент электросварных изделий круглого сечения.
Стояк стальной 426 мм ГОСТ 10705-80
В нем обозначены четыре группы:
- «А». Изделия, предназначенные для экстремальных механических нагрузок.
- «Б». Изделия, предназначенные для эксплуатации в условиях взаимодействия с агрессивными химическими субстанциями.
- «В». Изделия, объединяющие свойства двух предыдущих групп: А+Б.
- «Д». Изделия, предназначенные для эксплуатации в условиях повышенного давления. Их задача — оказывать сопротивление к давлению (внутреннему и наружному). Изготавливается с применением испытательного гидравлического давления.
Весь металлопрокат этой категории специалисты разделяют на две большие группы — по наличию или отсутствию шва:
- Бесшовные. Данные изделия имеют более высокий коэффициент прочности. Они обладают высокой сопротивляемостью к любому воздействию, как внутреннему, так и внешнему. Для их производства используют цельнометаллический шаблон (заготовку). Эта продукция очень ценится на рынке, однако ее стоимость достаточно высока.
- Шовные (электросварные). Их производство менее трудозатратно, поэтому цена 1м (ПМ) на порядок ниже.
Электросварные модели, в свою очередь, классифицируются следующим образом:
- Прямошовные. Шов распределяется по всей длине.
- Спиральношовные. Шов имеет форму спирали. Продукция отличается особой устойчивостью к разрывной нагрузке.
Классификация по длине
Немерные (диаметр, мм):
- меньше 30: не менее 2 м;
- от 30 до 70: не менее 3 м;
- от 70 до 152: не менее 5 м.
В случае производственной необходимости и по желанию потребителя образцы диаметром свыше 152 мм из групп «А» и «В», согласно ГОСТ 10705, выпускают длиной от 10 м. Также допускается выпуск изделий любой группы диаметром до 70 мм. Их рабочая длина будет не менее 4м.
Мерные (диаметр, мм):
- менее 70: модели варьируются от 5 до 9 м;
- от 70 до 219: модели варьируются от 6 до 9м;
- от 219 до 426: модели варьируются от 10 до 12 м.
Кратная длина
Кратность должна быть не меньше 250 мм. Кроме того, она не должна превышать нижний предел, предусмотренный для мерной продукции. При каждом резе допускается припуск в 5 мм. Исключение составляют ситуации, когда припуск оговаривается отдельно. Он входит в каждую кратность.
Образцы кратной и мерной длины выпускаются в двух классах точности, предусмотренных для длины:
- I класс. Предполагается снятие заусенцев и обрезка концов.
- II класс. – Не предусмотрена заторцовка и снятие заусенцев.
76х3,5; 76х4,0 эл./сварн. оцинкованная
Сортамент труб стальных
ГОСТы на сталь регламентируют сортаменты стальных изделий, которые определяются в зависимости от технологии производства материала, на основании чего устанавливаются тип, марка и размер продукции.

Сортамент стальных бесшовных труб изготавливается в условиях холодного проката с применением принципа деформирования заготовки
Стальные трубы могут изготавливаться по одной из четырех технологий, которые определены действующим стандартом:
горячий прокат подразумевает производство бесшовных труб из разогретого сырья;
- холодный прокат дает возможность получить бесшовные изделия из охлажденного материала;
- сварной продольный прокат дает на выходе металлические изделия из листового материала с прямым швом;
- сварной спиральный прокат подразумевает технологию изготовления трубных конструкций из листового металла со спиральным швом.
Сортамент труб круглых стальных или профильных металлических, выполненных с помощью технологии горячего проката, определяется по двум нормативным свидетельствам: ГОСТ 8639-82 и ГОСТ 8732-78. В соответствии с ГОСТ 8639-82 сортамент труб стальных квадратных состоит из изделий диаметром 60-180 мм с толщиной стенки 4-14 мм. Стандарт регламентирует производство круглых металлических труб диаметром 20-700 мм, у которых толщина стенки находится в пределах 2,5-75 мм.
Сортамент стальных бесшовных прямоугольных или овальных труб, изготовленных в условиях холодного проката с применением принципа деформирования заготовки цилиндрической формы, определяется по ГОСТ 8639-82, ГОСТ 8645-82, ГОСТ 8734-75, ГОСТ 8642-68.

Сварной спиральный прокат подразумевает технологию изготовления труб из листового металла со спиральным швом
Первый нормативный документ касается производства и характеристик квадратных стальных труб, ГОСТ для них устанавливает диапазон диаметров 10-120 мм. ГОСТ 8645-82 регламентирует сортамент прямоугольных стальных изделий размером от 10х15 мм до 120х80 мм. Толщина стенки для изделий варьируется в пределах 1-9 мм. Третий нормативный стандарт определяет сортамент круглых труб из стали, выполненных методом холодного проката. Размерный ряд состоит в пределах 5-250 мм. Толщина стенки, что определяет типоразмер изделия стали круглой (ГОСТ 8734-75), варьируется от 0,3 мм до 4 мм.
Cтатья по теме:
Параметры металлических труб овальной формы определят ГОСТ 8642-68. Размерный ряд внешнего сечения изделий начинается от 16х10 мм и доходит до 90х32 мм. Толщина стенок может быть 0,5-2,5 мм.
Потери напора жидкости при движении в круглых трубах
При транспортировке жидкостей в трубопроводах возникают потери напора, которые зависят от следующих факторов:
- шероховатости внутренних поверхностей трубы,
- потери при прохождении сужений сечения в кранах, переходниках и прочей арматуры,
- потери при резких под 90 градусов поворотах трубопровода,
- кроме того, потери напора зависят от вязкости жидкости.
Различают два режима потока жидкости: ламинарный и турбулентный. Ламинарный это когда движение жидкости в трубопроводах происходит без перемешивания частиц. При турбулентном происходит обильное перемешивание и вращательное движение частиц жидкости. Переход потока из ламинарного в турбулентный происходит, когда число Рейнольдса Re>2300.
Ламинарный и турбулентный потоки
Число Рейнольдса зависит от скорости движения потока, внутреннего диаметра и вязкости жидкости и характеризует режим движения жидкости. При расчетах параметров трубопроводах необходимо, чтобы расчетное число Рейнольдса было Re<2300. При этом меньше потери и затраты мощности насосов на движение жидкости.
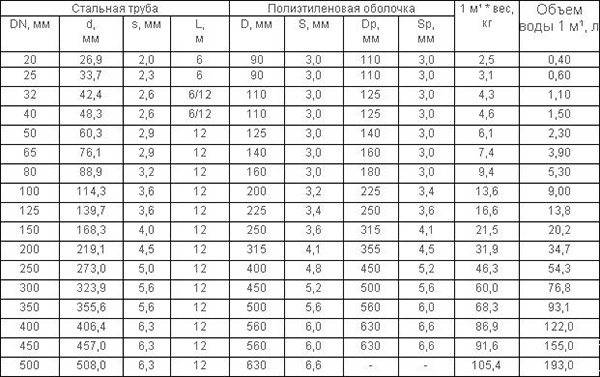
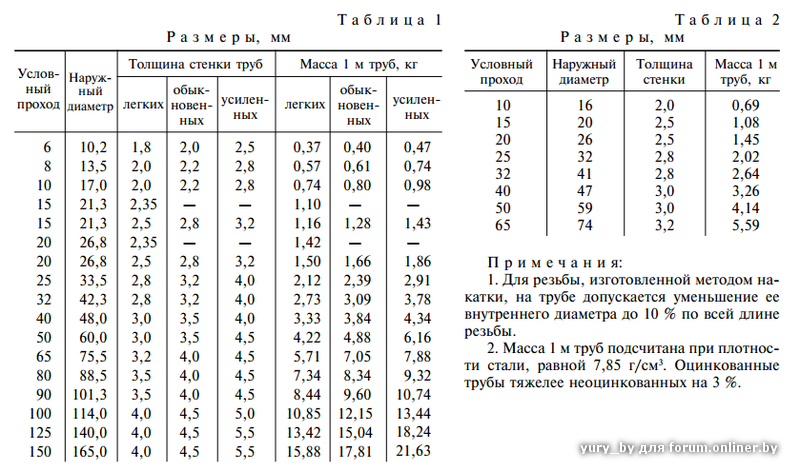
Сортамент труб. Диаметры, вес водопроводных, газовых труб ГОСТ 3262-75
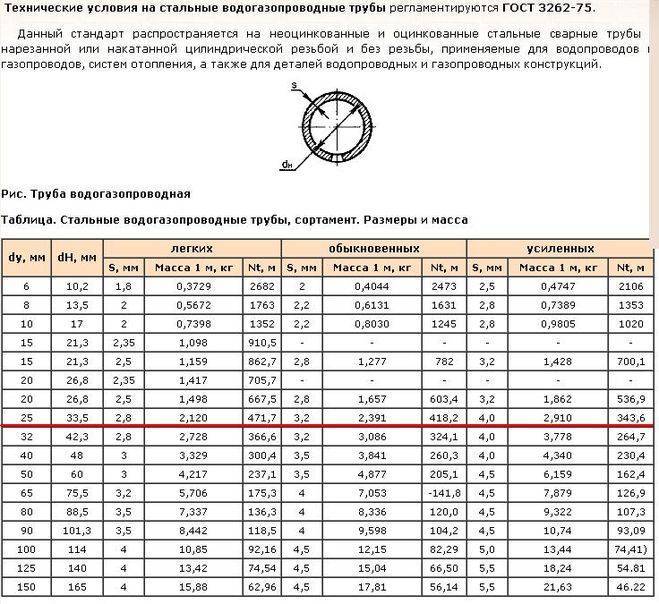
Сортамент водогазопроводных труб ГОСТ 3262-75
Сортамент труб водогазопроводных часто нужен для онлайн расчета веса труб систем водогазопровода при строительстве, прокладке коммуникаций, при прокладке водопроводов, газопроводов. Полный сортамент труб применяют при монтаже систем отопления и выполнения деталей трубопроводов, в наружных сетях питьевого водоснабжения.
ГОСТ 3262-62 на водопроводные и газовые трубы допускает выпускать трубный прокат без резьбы на концах или с резьбой, при этом длина черных труб без резьбы колеблется от 4 до 12 м, а черных и оцинкованных с резьбой – от 4 до 8 м.
Стальные водопроводные трубы ГОСТ 3262-75 повышенной точности изготовления применяют для деталей водопроводных и газопроводных конструкций.
Сортамент стальных труб водогазопроводных обычной точности допускает изготовление из сталей по ГОСТ 380 и ГОСТ 1050 без нормирования механических свойств и химического состава. Наиболее ходовой сортамент труб – черный трубный прокат, применяют для водопроводов, газопроводов и систем отопления. Трубы ВГП повышенной точности изготовляют из сталей по ГОСТ 1050. Сортамент оцинкованных труб применяют для деталей водопроводных и газопроводных конструкций с высокими требованиями к долговечности и коррозионной стойкости.
Круглая труба – это вид сортамента металлопроката, который производится методом электросварки. Технология производства трубного проката состоит в том, что стальные листовые заготовки из штрипса (лист стальной в рулонах) проходят процесс размотки и правки на валках, нарезаются в размер заданной длины и ширины, после чего обрабатываются края полос путем снятия фаски. Далее происходит сварка полос в стык, листовые заготовки поступают в накопитель для подачи материала на формовочный стан, где профилируются в круглую трубу требуемого размера диаметра. Толщина стенки трубы (тонкостенные, толстостенные) зависит от толщины листового штрипса. На следующем этапе происходит сварка продольного шва (либо по прямой линии, либо по спирали) путем оплавления кромок металла токами высокой частоты, их замыкание в неразъемное соединение для получения сплошного металла по всему сечению трубы круглой формы. На завершающей стадии технологического процесса снимается грат на готовом изделии и электросварная труба охлаждается, калибруется для соответствия диаметров ГОСТу в пределах допусков и нарезается в требуемый размер по длине.
Соответствие дюймов диаметру условного прохода трубы Ду
Четверть дюйма – 8 мм; полдюйма – 15 мм; три четверти дюйма – 20 мм; дюйм – 25 мм; дюйм с четвертью – 32 мм; полтора дюйма – 40 мм; два дюйма – 50 мм; два с половиной дюйма – 65 мм; 4 дюйма – 100 мм.
Это соотношение между дюймами и миллиметрами значительно упрощает подбор трубопроводной арматуры импортного производства к украинским трубам, однако здесь важно понимать, что такие размеры подходят и для отечественных отводов, переходов, водопроводных кранов, газовых вентилей. Импортные муфты, краны, отводы, тройники, сгоны (а сейчас часто находит применение импортная нержавеющая трубопроводная арматура) имеют реальные дюймовые размеры, которые несколько отличаются от присоединительных размеров труб ВГП
Таблица диаметров труб – Сколько килограммов (кг) в одном метре (м) трубы
Вес погонного метра стальной трубы в таблице – теоретическая масса. Фактическое значение может отличаться на 4-8%
Для перевода метров в килограммы трубы нужно умножить значение веса погонного метра в таблице сортамента на общую длину трубного проката.
Стандартное обозначение диаметра труб в сортаменте (см. таблицу):
- Внутренний диаметр – основная размерная характеристика труб и соединительных частей (фитингов) к ним.
- Наружный диаметр труб (в таблице – dn). Стальной трубный прокат классифицируются именно по наружному диаметру: малые размеры труб – 5-102 мм; средние размеры – 102 – 406 мм; большие размеры 426 мм и более.
- Условный диаметр трубы (в таблице – Dy, Ду) – это номинальный размер внутреннего диаметра в миллиметрах либо его округленное значение в дюймах.
- Диаметр номинальный (в таблице Dn, Дн)
- Толщина стенки, мм (в таблице S).
Предельные отклонения по массе труб в таблице диаметров и весовых данных не должны превышать +8%