Особенности сварки труб
Ручная дуговая варка трубопроводов значительно отличается от работы с плоскими деталями. Тоже самое касается и других видов, которые применяются для водо- или газопроводов (аргонная, газовая). Далее представлены самые основные аспекты сварки труб ручной дуговой сваркой:
- Режимы настройки аппарата:
- сварочный ток рассчитывается следующим образом: диаметр электрода нужно умножить на 35. Это и будет оптимальная сила. Например, при работе с проводником в 3 мм, сила тока будет (3х35) 105А. конечно, эта цифра условная, но в среднем так и получается. При сварке труб малого диаметра и толщины не более 4мм, больше 150Атне потребуется;
- чтобы удержать дугу, необходимо четко соблюдать расстояние между проводником и металлам. Его рассчитывают исходя из диаметра электрода +1. Например, при электроде в 4 мм, расстоянием для дуги будет 5мм.
- Сварка труб малого диаметра (до 10 см):
- изначально стыки собираются вручную и прихватываются точечным методом (достаточно двух точке, располагающихся друг напротив друга);
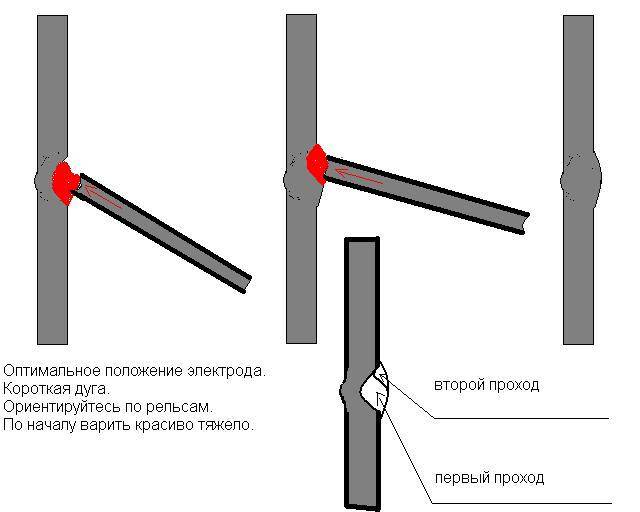
- при стыковке деталей толщиной 4 мм и более варят в два слоя – сначала корневым швом, а потом валиком;
- горизонтальный шов при сварке труб малого диаметра каждый валик укладывается в противоположном направлении. Например, первый – справа налево, второй – слева направо, третий – справа налево и так далее;
- детали, толщиной от 3 до 8 сантиметров нужно сваривать небольшими участками, для получения более качественного соединения.
- Поворотные стыки и сварка труб большого диаметра:
- скорость поворота изделия должна равняться скорости ведения проводника (она устанавливается, отталкиваясь от толщины изделия (более толстые свариваются немного дольше);
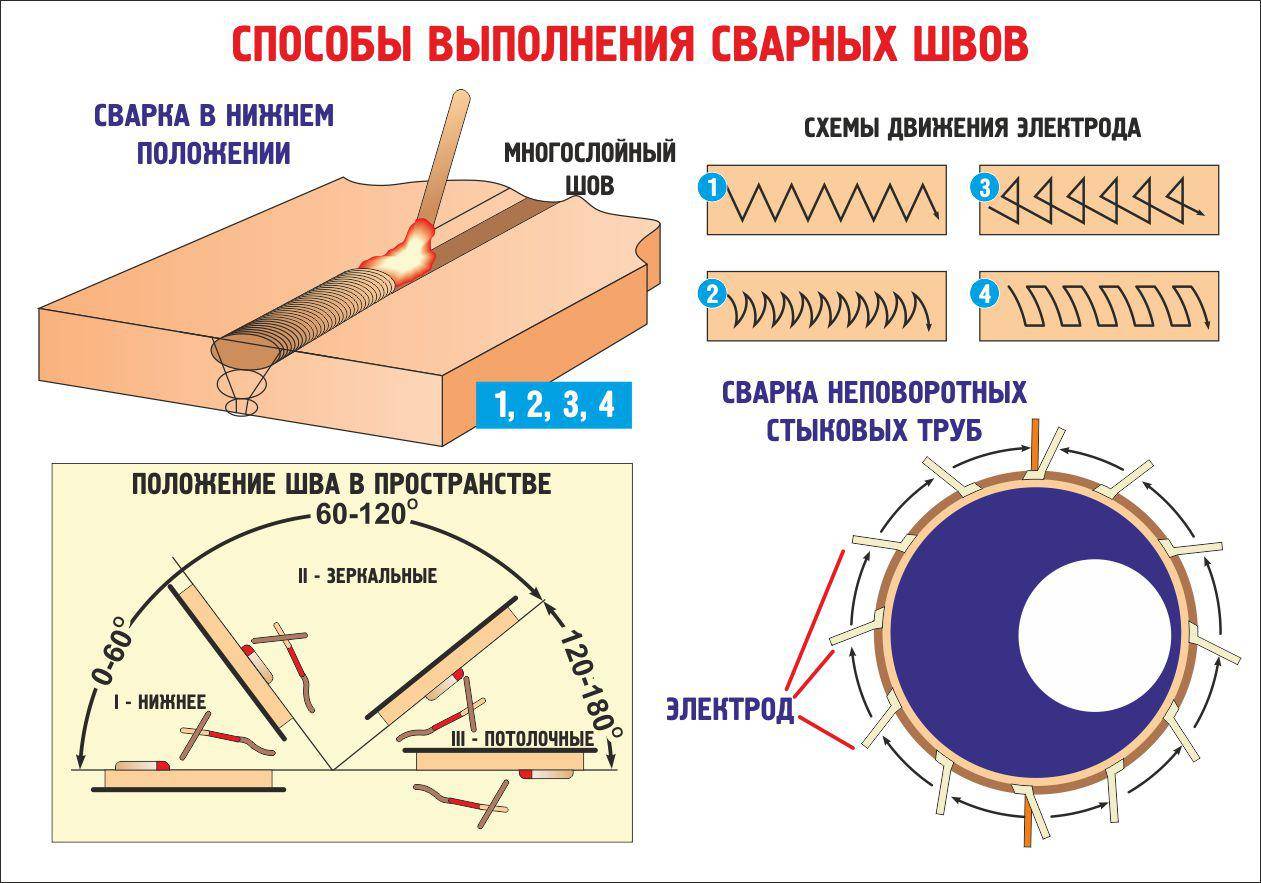
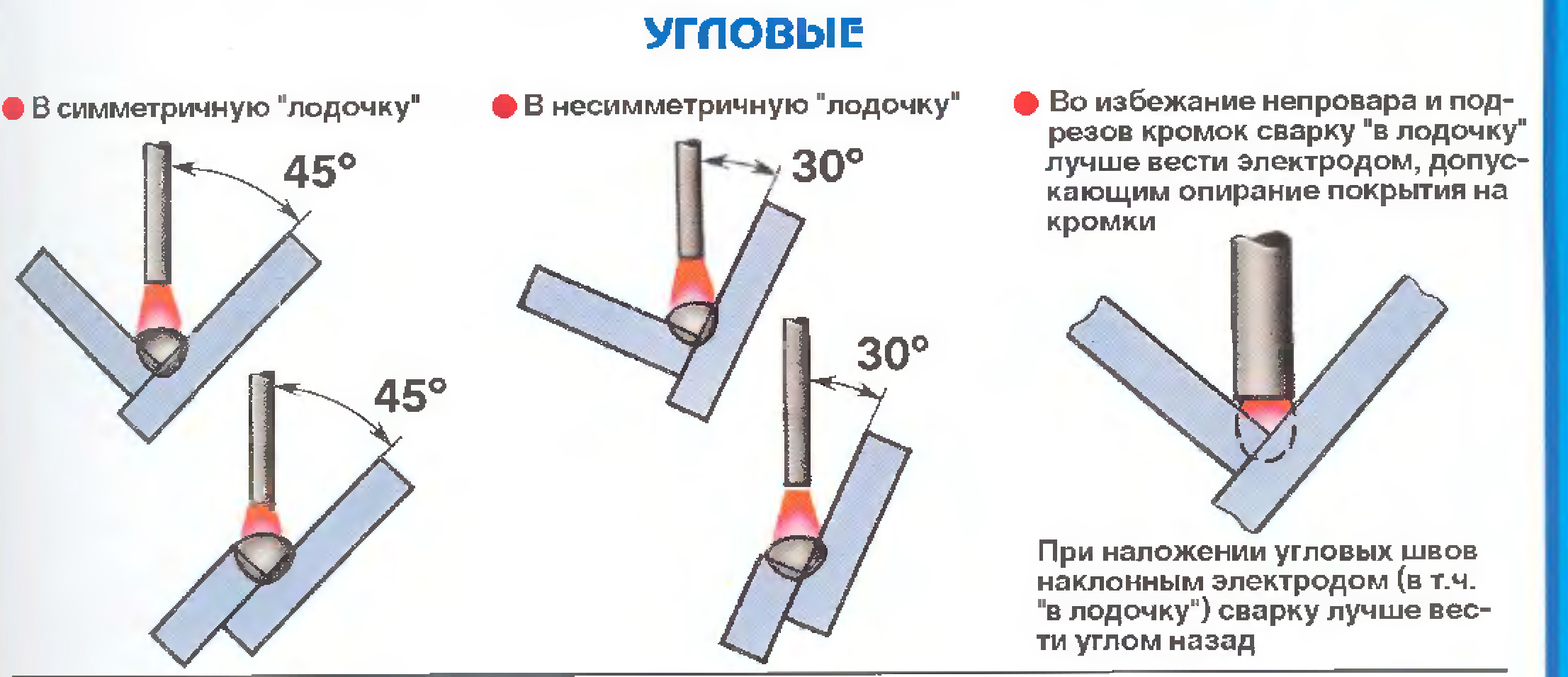
- самое выгодное положение сварочной ванны – 30 градусов от верхней точки;
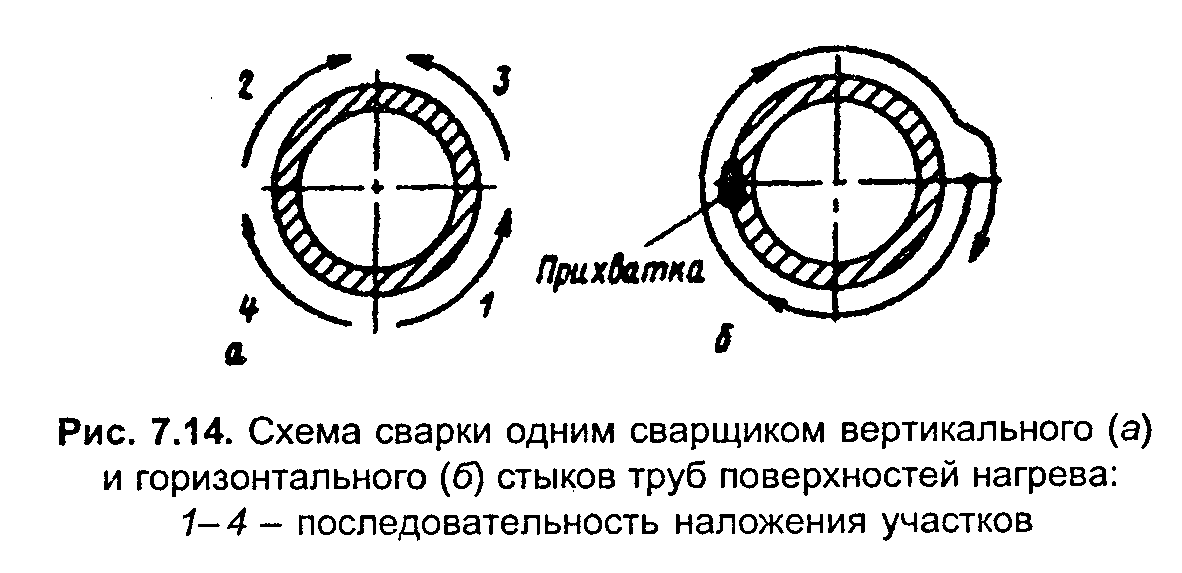
- при сваривании на участках, где есть возможность повернуть изделие на 180 градусов, работа производится в три этапа. Первый — в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу в один или два слоя. Второй – повернуть изделие и проварить оставшийся стык. Третий – опять поворачивают на 180 градусов и доваривают шов до конца.
- Неповоротные стыки варить намного сложнее, поэтому для сварки труб ручной дуговой сваркой существует определенная технология:
- вертикальные стыки варятся в два этапа. Периметр стыка условно делится вертикальной прямой линией на два участка. Они оба в итоге три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали. Нижним – 20 градусов от верхней точки изделия. Между этими положениями находится горизонтальное положение. Работу необходимо начинать с потолочного положения и вести электрод в нижнему. Каждый участок обрабатывается короткими дугами, которые рассчитываются так: D(эл)/2.
- горизонтальные стыки скрепляются углом назад. По отношению к оси электрод должен располагаться 80 градусов. Работа производится на средней дуге и для сварки труб малого диаметра и большого.
Соблюдая эти правила при сварке водопроводных труб электросваркой получится ровный и красивый шов, а главное герметичный, прочный и долговечный.
В завершении важно отметить, что дуговая сварка труб широко используется для работы с разными типами проводов. Мы рассмотрели, как правильно варить, находящиеся в разных положениях детали
В этом и заключается особенность обработки данных элементов, так как они соединяются разными типами швов, в разных положениях.
Новичкам, которые уже набили руку к разным видам соединения, не сложно будет адаптироваться к сварке труб ручной дуговой сваркой. И не стоит забывать, что половина успеха зависит от качества зачистки труб под сварку.
Технология сварки трубопроводов отлично показана в следующем видео:
https://youtube.com/watch?v=fV1uAGTmCMA
Правила выбора клеящего средства для труб отопления
Если необходимо осуществить ремонт труб отопления (а в данной сфере холодная сварка используется именно для этого процесса), необходимо уделить внимание тщательному подбору клеящего состава, так как это позволит получить максимальный результат, с точки зрения качества выполненного ремонта. К таким правилам относятся:
- подбор клеящего состава в соответствии с материалом, из которого были изготовлены подлежащие ремонту трубы (в зависимости от металла, который был использован для изготовления труб, подбирается наполнитель клеящего состава, так как для каждого вида металлов следует подбирать свой наполнитель);
- выбор клеящего состава в зависимости от срока его застывания посредством полной полимеризации состава после нанесения на ремонтируемый участок. Чем меньше время полной полимеризации, тем раньше возможно будет использовать трубу отопления или радиатор по его прямому назначению. Однако в рекомендациях к разным видам холодной сварки содержится указание на то, что использовать трубы или радиаторы возможно только по истечении не менее суток с момента совершения такого ремонта;
- клеящие характеристики, связанные с тщательностью предварительной подготовки ремонтируемого участка. Дело в том, что нередко подготовить трубу отопления или радиатор таким образом, чтобы состав наносился только на чистый металл, невозможно. В связи с этим при выборе холодной сварки необходимо уточнить информацию о том, насколько тщательно надо готовить саму трубу путем зачистки покрытия до металла либо возможно обойтись простым обезжириванием;
- дополнительным фактором является объем клеящего состава, что влияет на возможность выполнения нескольких ремонтов (при необходимости) либо использование упаковки состава однократно.
 Примерная стоимость холодной сварки для батарей и труб на Яндекс.маркет
Примерная стоимость холодной сварки для батарей и труб на Яндекс.маркет
Устранение свища
Как заварить трубу с водой электросваркой с максимальной степенью надежности? Точная инструкция зависит от характера повреждения. Начнем с того, как устранить свищ в водопроводной трубе, то есть круглое отверстие, из которого сочится жидкость.
В таком случае нужно занять позицию, позволяющую четко наблюдать границы повреждения, а электроды держат перпендикулярно основанию, чтобы минимизировать объемы воды, попадающей на них. Работа ведется сверху вниз, пока отверстие полностью не будет скрыто наплавленным металлом.
Порядок действий выглядит следующим образом:
- металл наплавляется на верхнюю часть свища;
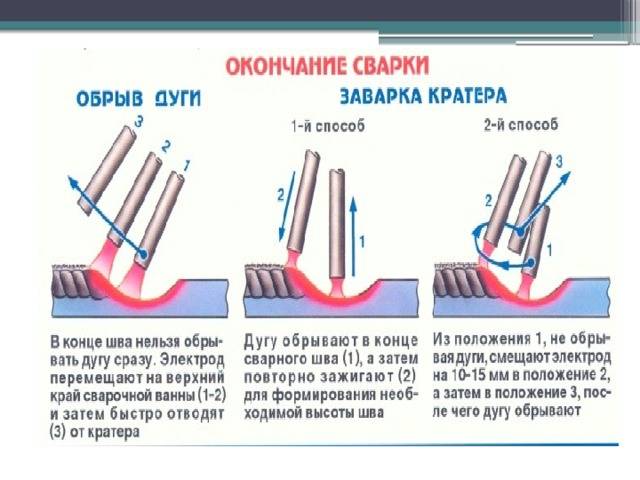
- молотком делается 2 удара сразу после того, как дуга погасла. Это способствует уплотнению материала, исключает порообразование;
- цикл повторяется сверху вниз;
- если имеет место истончение стенок по краям отверстия, они усиливаются по методу, описанному выше;
- когда пар перестает сочиться наружу, стенка трубы усиливается. Ток выставляется минимальный, чтобы исключить сквозное прожигание. Постепенно наплавляется нужный объем материала;
- для повышения прочности сформированный шов простукивается.
На этом видео подробно показано, как заварить свищ в трубе (нижнее положение):
Формирование врезки
Сварка под давлением пара может выполняться и в том случае, если нужна установка вспомогательного канала для его отвода.
Установке врезки должен предшествовать монтаж шарового крана. Это поможет не перекрывать систему полностью, но остановить поступление пара или воды на отдельный ее участок, что упростит дальнейшую работу.
Процесс выглядит следующим образом:
- на определенный участок трубопровода подгоняется патрубок, оснащенный шаровым краном и резьбой соответствующего типа;
- наложенная деталь обваривается, при этом сохраняется изначальная целостность трубопровода;
- кран открывается, сквозь него происходит сверление отверстия в основной трубе;
- сверло вытаскивается, подача воды останавливается перекрытием крана;
- монтируется сгон, оснащенный обмоткой, новая ветка трубопровода замыкается;
- кран открывается.
Уровень давления в системе в данном случае может быть любым. При работе следует придерживаться минимального тока, чтобы исключить повреждение главной магистрали.
Сварка газовой трубы газосваркой
Как и в любом сварочном процессе в первую очередь сами трубы необходимо подготовить. Очень важный момент заключается в том, чтобы не пропустить дефекты торцов соединяемых встык газовых труб. Они могут не совпадать между собой по размерам и форме отверстия. Особенно это касается формы. Она может быть не круглой, а овальной, что создаст трудности не только со свариванием, но с точной стыковкой.
Варить газовые трубы с тонкой стенкой можно и без формирования кромки, но лучше с ними. Потому что сварочная ванна, образованная ими дает полное и качественное заполнения зазора. Обязательно кромки обрабатываются до металлического блеска, то есть, удаляется ржавчина, грязь, следы других материалов. Если на участке сваривания присутствуют жировые и масляные пятна, то из также придется удалить, хотя бы растворителем. Эти меры действенны, именно они влияют на качество сварочного шва.
Следующий подготовительный этап – это выбор присадочной проволоки. Здесь все просто – она должна быть изготовлена из того же сырьевого материала, что и сам газовый трубопровод.
Все готово, можно переходить к сварке. Горелка подносится к сварочной ванне под наклоном, сюда же подается и присадочная проволока
Важно сначала хорошо прогреть торцы двух соединяющихся труб до красного состояния. После чего в ванну вводится проволока, которая под действием высоких температур расплавляется, и ее металл заполняет зазор между кромками
Необходимо отметить, что при этой технологии не происходит соединение металлов труб и проволоки на межкристаллических связях. Поэтому такое соединение не является высокопрочным. Хотя для труб газоснабжения под небольшим давлением этого будет достаточно.
- Если для сварки газовых труб используется ацетилен, то сварочный шов можно сделать за один проход.
- Температура горения этого газа очень высокая, и ее достаточно, чтобы хорошо нагреть кромки и быстро расплавить присадочную проволоку в большом объеме.
- Начало и конец шва надо обязательно соединить внахлест.
Нередко встречаются ситуации, когда место расположения сварочного стыка находится в неудобном месте (к примеру, около стены). Поэтому всегда присутствует вероятность, что он будет некачественно проварен. Если это трубы большого диаметра, то можно сваривать их снаружи и изнутри. Для того чтобы произвести сварку изнутри, надо будет сделать недалеко от стыка отверстие, чтобы в него поместилась рука с проволокой и горелкой, и провести сваривание по внутреннему диаметру.
Кстати, нужно сказать, что некоторые сварщики с высокой квалификацией прекрасно варят газовые трубы электросваркой. Благо для этого есть инверторы. Поэтому на вопрос, а можно ли варить трубы с тонкой стенкой электродуговой сваркой, можно ответить положительно.
Преимущества и недочёты электросварки
Возможно выделить следующие преимущества сварных соединений:
- Возможность получения соединений громадных размеров.
- Отсутствие трансформаций внешних и внутренних размеров за счет соединительного шва.
- Применение для сварки материала, подобного материалу трубы, за счет чего сохраняются все свойства трубопровода.
- простота и Дешевизна способа.
Недочёты сварных соединений по большей части вызваны низкой квалификацией сварщика благодаря его неопытности, требований технологии и несоблюдения правил, каковые стали причиной неполному свариванию, образованию трещин, остаточных напряжений и смещений в области сварного шва в следствии недогрева либо перегрева. Другим недочётом возможно назвать сложности при корректировании дуги для обеспечения однообразных условий формирования шовного соединения, поскольку электрод в дуге неизменно плавится и неравномерно перемещается на протяжении поверхности трубы. Помимо этого, выяснить уровень качества соединения без применения особых устройств, и оценить структуру поменянного металла возможно лишь по внешним показателям.
Сварка трубопровода в рабочем состоянии
Что соединить трубы под давлением, приходится столкнуться с вопросом, как варить отопление электросваркой в труднодоступных местах. Это объясняется частым расположением трубопровода в узких нишах или вплотную к стенам.









Чтобы реализовать сварочные работы, вырезают отверстие для сварки внутри трубы. После этого провариваются остальная часть. Начинать работу лучше всего от центральной части нижней поверхности трубы. для получения качественного шва электрод позиционируют под углом 90 градусов. Вертикальные швы накладывают в другом положении электрода (под углом вверх): для этих целей нередко используется точечная сварка.
Технология проведения работ
Вначале необходимо подготовить рабочее место и средства защиты. Чтобы разобраться, как правильно варить трубы отопления, нужно попрактиковаться на отдельном куске металла. Для этого понадобится толстая труба и универсальный электрод диаметром от 3 мм и выше, т. к. с ним легче учиться делать швы. Процесс работы:
- На одном сварочном кабеле есть держатель. В него вставляют электрод, затем подключают кабели.
- Аппарат имеет 2 кабеля и 2 выхода тока с положительной и отрицательной полярностью. Конец одного кабеля оснащен зажимом, который подключается к детали, конец второго это держатель для электрода. Полярность выбирают в зависимости от вида работ. Наилучший прогрев металла происходит с прямой полярностью.
- Зажечь дугу можно 2 способами. Для этого кончиком электрода постукивают несколько раз по детали или проводят вдоль шва (чириканьем).
- Какого типа получится сварной шов на трубе, зависит от наклона электрода. Основной наклон составляет 30-60°. Чтобы сделать глубокий прогрев металла, наклон электрода делают «углом назад». При этом ванна и расплавленный металл поступают за электродом. Если требуется поверхностный прогрев, тогда угол наклона меняют в противоположную сторону.
Для каждого материала и типа шва применяется свое движение электрода. Для домашних работ достаточно освоить некоторые из них
Во время работы важно следить за величиной и состоянием сварной ванны. Для этого движения ускоряют или замедляют.
Как сварить пластиковые трубы
Сварка пластиковых труб проходит по особой технологии, т. к. из-за высокой температуры внутри них часто образовываются наплывы. Поэтому выполнять сварочные работы нужно аккуратно. Но если температура будет слишком низкой, то детали не зафиксируются. Порядок работ:
- Сварочный аппарат устанавливают на подставку и разогревают до 260° C.
- В насадку для сварки вставляют конец пластиковой трубы и подходящего диаметра фитинг таким образом, чтобы они располагались в одной плоскости.
- Если труба толстая, то уровень температуры увеличивают. Когда детали прогреются, их достают из устройства и соединяют.
Когда шов застынет, трубу проверяют на наличие протечек. Спайку изделий с большим диаметром (свыше 63 мм) проводят стык в стык. Срез торцовых труб расплавляют и соединяют, при этом сильно надавливая друг на друга. При муфтовой и раструбной спайке используют ручные приборы. Они оснащены центрирующим элементом и насадками, которые удерживают заготовки. Все детали трубопровода загоняют в разогретый сварочный аппарат и делают спайку. Чтобы детали соединились, всю работу проводят быстро.
Возможные ошибки в процессе
Качество готового изделия может стать низким из-за дефекта сварного шва. Дефект может находиться внутри или снаружи изделия, а также быть сквозным. Причины, из-за которых он возникает во время сварки металлических труб отопления и других изделий:
- из-за дешевого материала низкого качества;
- из-за некачественного оборудования;
- когда нарушается технологический процесс работы;
- из-за неопытности сварщика.
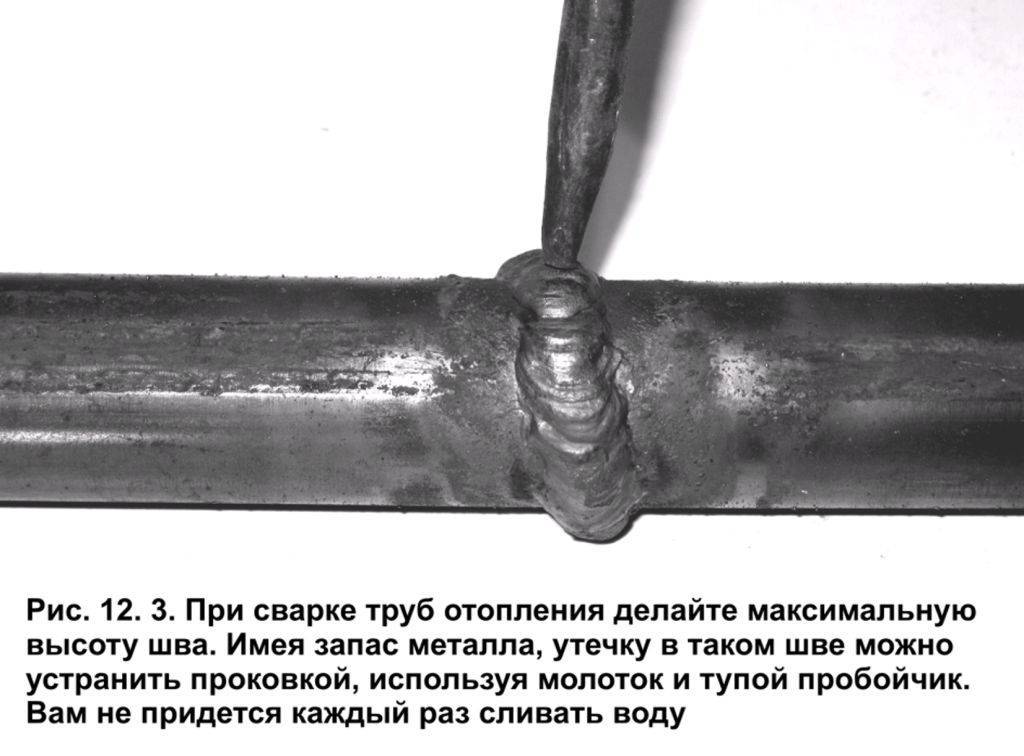
Иногда сварщики делают усиление шва до 4 мм. Из-за такой ошибки он становится хрупким. Высота усиления не должна превышать 2 мм, тогда шов будет иметь максимальную прочность.
Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции
Для начинающего электросварщика имеющего небольшой опыт работы важно на начальном этапе сделать два основных шага – правильно выбрать сварочный аппарат и также правильно подобрать к нему электроды. Почему важны именно эти моменты? Дело в том, что сварочные электрические аппараты имеют свои особенности. Для новичков лучше использовать инверторный сварочник постоянного тока
Это небольшой компактный прибор, устройство которого основано на полевых транзисторах, он выдает постоянный ток, который легко можно регулировать. Даже самый простой инвертор позволит новичку научиться держать дугу и правильно регулировать ток. Для более опытных мастеров можно попробовать поработать на аппарате переменного тока. Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора
Для новичков лучше использовать инверторный сварочник постоянного тока. Это небольшой компактный прибор, устройство которого основано на полевых транзисторах, он выдает постоянный ток, который легко можно регулировать. Даже самый простой инвертор позволит новичку научиться держать дугу и правильно регулировать ток. Для более опытных мастеров можно попробовать поработать на аппарате переменного тока. Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора.
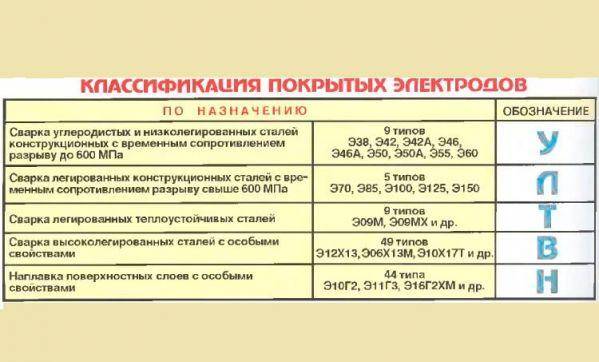
Что касается выбора электродов, то здесь стоит учитывать качества каждой марки, поскольку и диаметр стержня и марка оболочки сильно влияют на качество шва. Для работы используются:
- Марка С – электроды с целлюлозным покрытием. Основное назначение соединение ответственных швов на материале с большой толщиной металла;
- Марка RA – электроды рутилово-кислотные основной вид электродов для работы с металлическими трубами. Особенность этой марки заключается в быстром покрытии шва слоем шлака, который придется удалять.
- Марка RR – электроды для тонких и аккуратных работ. Марка позволяет получить почти ювелирный шов с небольшим слоем шлака, который легко снимается щеткой.
- Марка RC – рутилово-целлюлозные электроды универсального назначения. Они предназначены для сварки в любых положениях.
- Марка В – основные электроды универсального назначения для горизонтальных и вертикальных швов.
Кроме знания марки оболочки важно учитывать и толщину металла сердечника, и толщину металла свариваемых деталей
Подготовка труб к электросварке
Также как и от оборудования и расходных материалов многое зависит от правильной подготовки самих труб для сварки. Для получения надежного и красивого шва необходимо выполнить ряд операций, облегчающих проведение дальнейших работ:
- Зачистка поверхности края трубы. 15-20 мм от среза трубы поверхность должна быть зачищена от ржавчины, лакокрасочного покрытия, масляных пятен;
- Необходимо доработать срез – он должен быть максимально ровным, так легче будет сочленить части трубы.
- При использовании толстостенных труб на соединяемых концах рекомендуется сделать фаску не меньше чем на половину толщины металла.
Сварка труб отопления проводится в несколько слоев, это зависит от толщины металла. Профессионалы рекомендуют:
- При толщине стенки до 6 мм наложить 2 слоя;
- При толщине больше 6 и до 12 мм рекомендуется снять фаску и сделать 3 слоя;
- При толщине стенки трубы больше 12 мм делается 4 сварных шва.
Профессионалы советуют при многослойном наложении швов первый шов накладывать методом ступенчатой наплавки – пройдя вперед 8-10 мм сделать обратный ход на 5-6 мм, после чего сделать снова участок длиной 8-10 мм.
При работе с большим диаметром труб делается сначала прихватка – в нескольких местах делается небольшой шов длиной 2-3 см, после чего делается сплошное сваривание стыка.
Важно помнить, что если будет сделана ошибка и обнаружится брак, то часть работы придется переделать. После прохождения полной длины окружности сварным швом делается отступ на 3-4 см и начинается наплавка второго слоя. Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев
Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев.
Выбор подходящих электродов
Для сварки металлических изделий требуется расходный материал. От его качества зависит надежность швов, герметичность трубопровода. Электрод представляет собой металлический стержень, покрытый специальным составом. Он поддерживает устойчивую электрическую дугу, участвует в формировании сварного соединения.
Стержни классифицируют по типу сердцевины и внешнего покрытия.
На основании первого признака выделяют такие виды расходных материалов:
- С неплавкой сердцевиной. Для изготовления стержня используют вольфрам, уголь или графит.
- С плавящейся вставкой. Сердцевина представляет собой проволоку, сечение которой выбирают в зависимости от технологии сварки.

На основании типа покрытия электроды делятся на следующие группы:
- С целлюлозной оболочкой (C). Стержни применяют при сварке труб большого диаметра, например, при монтаже водо-, газо-, нефтепроводов.
- С рутилово-кислотным (RA) покрытием. Изделия используют для получения аккуратных сварных швов. Под воздействием электрической дуги соединение покрывается тонким слоем шлака, легко удаляемым механически. RA-электроды используют при прокладке систем отопления и водоснабжения.
- С рутиловым покрытием (RR). При использовании таких стержней получают равномерные швы. Образующийся при работе шлак легко снимается. Стержни этого типа применяют при создании угловых стыков, наваривании дополнительного слоя.
- С рутилово-целлюлозной оболочкой (RC). Такие электроды позволяют соединять элементы трубопровода, лежащие в любой плоскости. Они часто применяются при создании протяженных вертикальных швов.
- С основным покрытием (B). Универсальные стержни используются при сварке любых металлических конструкций, эксплуатирующихся в экстремальных условиях. Соединение не трескается, не разрушается со временем.
Нюансы подготовки и проведения работ
 Сварить трубу из стали, особенно с поворотным стыком, достаточно просто. Но перед выполнением работы необходимо правильно подготовиться.
Сварить трубу из стали, особенно с поворотным стыком, достаточно просто. Но перед выполнением работы необходимо правильно подготовиться.







Поверхность концов стальных труб обрабатывают металлической щеткой, затем растворителем, и при толщине свыше 3 мм выполняют разделку кромок с одной или двух сторон. Соединять и стыковать стальные трубы следует так, чтобы они лежали в одной плоскости, без перекоса.
При соединении и стыковки отдельных деталей для надежной фиксации выполняют прихватки длиной не менее 3 мм. Размер прихваток и их количество зависит от диаметра стальной труб.
Минимальное их количество должно быть не менее 3, через каждые 120°. Следует учитывать расход электродов при сварке. При работе большими токами на трубах большого сечения расход значительно выше.
Защита цинкового слоя на трубах может проводиться при сварке под флюсом HLS-B. Перед работой потребуется нанести на края труб толстый слой вещества. Работа ведется с повышенным уровнем подачи кислорода в пламя горелки.
Проволока должна быть выполнена на основе сплава UTP. При выполнении работы требуется расплавлять присадочный материал на прогретый металл. Флюс препятствует выгоранию цинка, остатки удаляются с трубы после окончания работы.
Выполнив соединение, таким образом, потребитель получает качественный шов, не требующий защиты от коррозии.
Типы двухтрубных систем
Двухтрубные системы делятся на виды в зависимости от:
- типа контура (открытый и закрытый);
- способа и направления тока воды (проточные и тупиковые);
- способа перемещения теплоносителя (с естественной и принудительной циркуляцией).
Системы с открытыми и закрытыми контурами
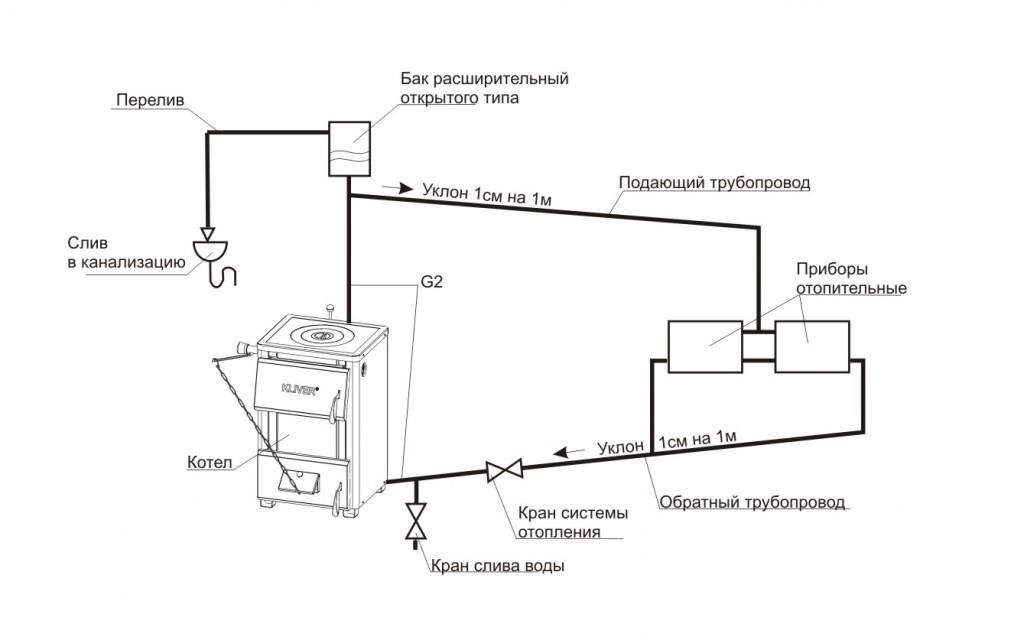
Двухтрубная система открытого типа в городских квартирах не прижилась из-за особенности, связанной с верхней разводкой труб, предполагающей использование расширительного бака. Это приспособление дает возможность контролировать и пополнять водой отопительную систему, но в квартире не всегда имеется место для монтажа такого объемного устройства.
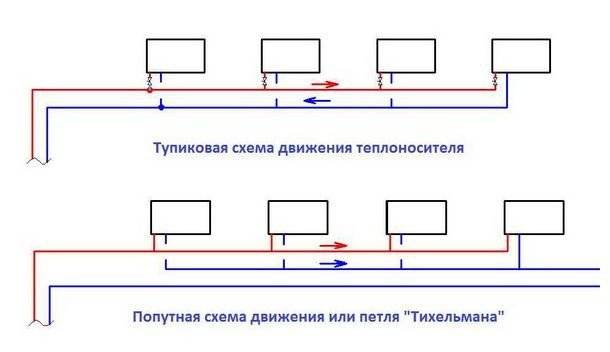
Проточные и тупиковые
В проточной системе направление тока воды в подающей и отводящей трубе не изменяется. При тупиковой схеме теплоноситель в трубах подачи и возврата движется в противоположных направлениях. В такой сети устанавливаются байпасы, а радиаторы располагаются на замкнутых участках, что дает возможность отключать любой из них, не нарушая работу отопления.
С естественной и принудительной циркуляцией
Для естественной циркуляции воды укладка труб производится с обязательным уклоном, в верхней точке системы устанавливается расширительный бак. Принудительная циркуляция осуществляется за счет насоса, установленного в возвратной трубе. Такая система требует наличия воздухоотводящих клапанов или кранов Маевского.
Требования к процессу по замене радиаторов
Модернизация домового отопления невозможна без предварительных расчетов и выбора батарей, подходящих к конструкции. Причем совсем необязательно менять старые радиаторы на идентичные.
Есть смысл рассмотреть модели из других материалов, добавить/убавить количество секций
Но здесь важно соблюсти правило «золотой середины» и просчитать мощность отопительной системы, чтобы получить максимальный КПД при минимуме затрат
Самостоятельно же выяснить нужный размер, рабочую мощность и число батареи для комнаты можно несколькими способами. Самый простой вариант применим для помещений с высотой потолков 2,4-2,65 м. Для подсчета секций следует выяснить площадь помещения и умножить на 100 Вт (расчетную мощность для обогрева 1 м2 по строительным нормам).
Полученную цифру необходимо разделить на теплоотдачу 1 радиаторной секции, узнать которую можно из паспорта изделия (стандартное значение – 170 Вт) и округлить в сторону увеличения до целого числа.
Для помещений с высокими потолками будет лучше использовать расчет по объему. Для этого необходимо умножить площадь комнаты на ее высоту, а затем – на рекомендуемый показатель тепловой мощности для вашего дома (в панельном здании он равен 41 Вт, для кирпичного – 34 Вт).
Осталось разделить полученное значение на все тот же КПД одной секции, затем округлить цифру. Разумеется, подобные расчеты могут быть только усредненными.
Для более точных показателей следует дополнительно учесть ряд индивидуальных факторов:
- климат, характерный для вашей местности;
- этажность и расположение отапливаемого помещения;
- количество окон и качество их остекления (простые стекла или энергосберегающие пакеты);
- наличие балкона или лоджии, примыкающей к комнате;
- внутреннее или внешнее утепление квартиры.
Также важно определить, планируется ли установка декоративных экранов, которыми многие закрывают радиаторы при оформлении интерьера. Что касается материалов, из которых сделаны радиаторы, то самые популярные на сегодня варианты: стальные, алюминиевые, медные, биметаллические (сплав из нескольких металлов) и проверенные временем чугунные приборы
Каждые из них имеют свои нюансы и преимущества, но главное – все доступны к установке при помощи газосварки
Что касается материалов, из которых сделаны радиаторы, то самые популярные на сегодня варианты: стальные, алюминиевые, медные, биметаллические (сплав из нескольких металлов) и проверенные временем чугунные приборы. Каждые из них имеют свои нюансы и преимущества, но главное – все доступны к установке при помощи газосварки.
Самостоятельная сварка трубопроводов
До того как начать непосредственно сваривать трубопровод, необходимо выполнить подготовку:
- Очистить соединяемые детали от покрытий, окисей, жира и грязи.
- В случае наличия на торцах труб существенных неровностей, их деформации желательно их аккуратно обрезать, чтобы получился идеальный срез, легко стыкующийся с такой же деталью.
- Зачистка внутренней и внешней поверхности возле кромки трубы на глубину от 10 мм и больше до состояний чистого металла.
Читать также: Игольчатый вибратор для бетона
Стальные трубы, как правило, свариваются встык и требуют проварки всех кромок по высоте стенок. Для уменьшения выпирающих внутрь трубопровода наплывов угол наклона электрода при их сварке должен быть менее 45 градусов по отношению к горизонтали.
Сам процесс сварки труб подразумевает непрерывную обработку их стыков до момента окончательного приваривания. Поворотные и неповоротные стыки между трубами ширина стенок, которых не превышает 6 мм, проваривают не меньше 2 раз, то есть в 2 слоя. При увеличении толщины стенок свыше 6 и до 12 мм накладываются 3 шва, более 19 мм – четыре и так далее.

Особенностью сварки труб является то, что из-за необходимости наложения швов друг на друга и технологии сварки требующей предварительной очистки свариваемой поверхности, процедуру очистки поверхности от окалины придется проводить после каждого слоя, чтобы наварить на него следующий. Как и в большинстве монтажных работ и в этом деле первый шов самый ответственный и определяющий качество всей работы.
В него должна полностью вплавиться вся кромка трубы с ее зазубринами и притуплениями. Этот начальный, основополагающий шов особо тщательно изучают на предмет трещин и в случае наличия их выплавляют или вырубают, повторяя заварку фрагмента заново.







Второй и дальнейшие слои наносятся при небыстром и плавном проворачивании уже наживленного соединения труб. Конец и начало всех слоев необходимо смещать по отношению к предыдущему на 15-30 мм. Конечный слой накладывают, делая плавный переход со шва на основную трубу с зачищенной кромкой.
Для обеспечения максимального качества шва, каждый следующий его слой наносят в обратном направлении относительно предыдущего, то есть если первый был по часовой стрелке, то второй должен быть – против и наоборот. Замыкание слоев шва делают не стык встык, а с запасом друг на друга – вразбежку.
Самостоятельная сварка труб дело довольно сложное, но это один из самых распространенных и требуемых от любого сварщика тип работ. Поэтому при желании освоить его не только можно, но и может быть крайне полезно и выгодно. Для этого достаточно лишь понять принципы и технологию сварки, и получив небольшую практику на самых легких упражнениях можно и дальше оттачивать свое мастерство вплоть до уровня профессионалов.
Для соединения металлических труб отопления используется технология электросварки. В этом материале вы найдете видео, которые познакомят вас с данной технологией и вы сможете самостоятельно справиться с работой.
Предлагаем вашему вниманию серию видеороликов, которые познакомят вас с общей теорией электроварки. Вы узнаете, какие электроды лучше использовать в работе, а также как подготовить трубы к сварке.
В этом видеоролике показан сам процесс сварки. Мастер расскажет, как выбрать ток и опишет этапы работы.
В продолжение темы — следующее видео.
Четвертый урок по сварке труб расскажет, как использовать в работе специальные электроды для сварки труб ЦУ-5.
В последнем ролике мастер расскажет, зачем нужны вторые проходы и опишет тонкости работы с разными типами электродов.
Если вам необходимо сделать врезку труб отопления, вам поможет справиться с работой этот ролик.
Еще один видеоурок для начинающих сварщиков, который научит варить трубы небольшого диаметра.
“>
Процесс сварки трубы отопления
Прежде чем сваривать трубы отопления электросваркой их нужно прихватить между собой в нескольких местах, чтобы зафиксировать в нужном положении. Если диаметр не превышает 30 см достаточно четырех точек длиной по 5 см, расположенных крестообразно. Трубы большего размера прихватываются с интервалом 25 — 30 см по окружности. Прихватка выполняется теми же электродами, которыми будет свариваться стык.
На стык накладывается непрерывный шов, продвигая электрод вдоль стыка до полного соединения заготовок. Для глубокого прогрева металла его наклоняют под углом 30 — 60˚ назад, заставляя сварочную ванну двигаться за ним. Для поверхностного прогрева положение меняется на противоположное.
Если толщина стенок не превышает 6 мм, накладываются два шва, один поверх другого. Металл до 12 мм сваривается тремя слоями. При стыковке толстостенных труб отопления накладываются четыре и более шва. Перед наложением следующего слоя нужно дождаться остывания предыдущего и удалить с него шлак.
При сварке поворотного стыка, когда меняется направление трубопровода полезно пользоваться специальным вращателем. С его помощью заготовки закрепляются в нужном положении, обеспечивая свободный доступ к стыку со всех сторон. Если такого приспособления нет, на доступную часть окружности накладывают два шва. Затем трубу поворачивают вручную и поэтапно сваривают остальные участки. Сварку неповоротного стыка начинают снизу, продвигая электрод вверх.